商机详情 -
双立柱/三立柱机台
从单立柱到三立柱:如何根据产能需求进行升级规划用户在规划自动化项目时,需要具备前瞻性,考虑未来的产能扩张需求。利迅达提供的从单立柱(1A)到双立柱(2A)再到三立柱(3A)的系列化产品,为这种升级规划提供了清晰的路径。在项目初期,如果预算有限或产能需求不高,可以选择单立柱双工位(1A)配置。这是一个功能完备的入门单元,能够胜任大多数产品的两步法加工(如粗精磨)。此时,在厂房布局和基础设施(如气源、电源容量)规划上,就应预先考虑未来升级的可能性,预留出足够的空间和接口。当市场需求增长,需要进一步提升产能或工艺复杂度时,升级路径就变得清晰。用户可以向利迅达咨询,将现有的单立柱机台升级为双立柱。这可能涉及在原有底座上增加第二个立柱和相应的砂带机工位,并对机器人程序和电气控制系统进行扩展。这种升级通常比重新购买一台新设备成本更低,周期更短。同样,从双立柱升级到三立柱也是可行的。这种模块化、可扩展的设计理念,保护了用户的初始投资,避免了因产能快速提升而导致的设备快速淘汰。用户在选型时,不应**着眼于当前需求,而应与供应商深入探讨未来的业务展望,制定一条从简单到复杂、从低产能到高产能的平滑升级路线图。 集成化设计降低用户系统整合难度。双立柱/三立柱机台

水龙头把手作为**卫浴产品,其高光洁度(常达镜面效果)的抛光要求是对自动化设备工艺能力的严峻考验。利迅达机台通过一系列技术组合,实现了这一目标的可靠达成。首先,从粗磨到精磨的多工位、多工序协同是基础。一个典型的抛光路径可能包括:在***工位使用粒度较粗的砂带(如80-120目)快速去除表面的铸造氧化皮和合模线;在第二工位使用中等粒度砂带(如180-240目)进行中度抛光,消除上一道工序的划痕;在第三、四工位则使用细粒度(如400-800目)乃至超细粒度的砂带或布轮进行精抛和镜面处理。机器人在每个工位都会以不同的轨迹、速度和压力进行作业,这些参数都经过反复试验和优化,并固化在程序中。其次,恒定的力控至关重要。在精抛阶段,压力必须稳定在较低的范围(如20-50N),任何微小的波动都可能在高光表面上产生可见的“橘皮”纹或微小划痕。利迅达的0-200N气动力控系统确保了压力的***稳定。第三,自动补蜡机构在镜面抛光中扮演了关键角色。它定时、定量地为精抛砂带或布轮提供抛光蜡,这层蜡膜在工件与工具之间形成了缓冲和润滑,是获得均匀、光亮表面的“化学”保障。**后,机器人运动的平稳性和轨迹精度是“物理”保障。ABB机器人优异的多轴联动控制能力。 南宁直销双立柱/三立柱机台耗材AUTOBOTY品牌专注于表面处理解决方案。
砂带机工位的配置是利迅达机台设计的**,直接决定了其工艺能力和生产效率。选项从简单的“1A1:单立柱单工位”到强大的“3A:三立柱”。“1A1”是**简单的配置,只有一个立柱和一个加工工位。这通常适用于工艺要求极其简单,只需单一磨削或抛光工序的产品,或者用于科研、小批量试产,其灵活性强,但效率**低。“1A:单立柱双工位”在同一个立柱上集成了两个砂带机头,这意味着可以在一个工位上实现两种不同的加工,例如使用两种不同粒度的砂带。机器人可以带动工件在一次装夹中先后接触这两个机头,完成两步处理,效率比1A1有提升。“2A:双立柱”是更常见的生产型配置。两个立柱提供了更强的结构稳定性和更多的工位布置可能性。通常可以在每个立柱上配置两个工位,从而实现总共四个工位(即四工位力控砂带机)。这使得在一台设备上实现复杂的、多步骤的完整表面处理流程成为可能,效率大幅提高。“3A:三立柱”是**高配置,它提供了**大的系统刚性和**多的工位扩展能力。除了可以配置更多的砂带机进行并行或串行加工外,还可以在其中集成其他工具,如旋转锉、钢丝轮等,实现打磨、抛光、拉丝等多种工艺的复合。三立柱机台是为高产率、高复杂度产品量身定制的解决方案。
多工位加工策略对于复杂产品生产周期的优化利迅达机台的多工位(如四工位)加工策略,是一种基于“工序分解与并行处理”的先进生产组织方式,能***优化复杂产品的整体生产周期。以一个需要经过粗磨、半精磨、精磨和抛光四道工序的复杂水龙头为例。在单工位设备上,机器人必须完成一道工序后,停下来更换工具或砂带,再进行下一道工序,大量的时间浪费在换型和等待上,周期很长。而在四工位配置的机台上,这四道工序被分配到了四个固定的、配备了相应工具(不同粒度砂带)的工位上。机器人的工作流程被优化为:从料台取件→移动到工位1进行粗磨→移动到工位2进行半精磨→移动到工位3进行精磨→移动到工位4进行抛光→将成品放回料台。这个过程几乎是连续不断的,机器人像一个高效的“搬运工”和“操作工”,在四个“工作站”之间流转工件。由于省去了频繁的换刀时间,整个加工循环时间(CycleTime)被大幅缩短。同时,这种策略降低了编程复杂度,每个工位可以**优化其工艺参数。此外,它还提高了设备利用率,多个工位可以同时处于“准备就绪”状态。对于工艺步骤繁多的复杂产品,多工位策略是实现高节拍、大批量生产的关键,其带来的效率提升是几何级数的,而非简单的线性叠加。 四工位补蜡实现自动化保养。

与国外同类自动化打磨方案的比较优势在全球范围内,利迅达机器人与国外(如欧洲、日本)**品牌的自动化打磨方案相比,具备独特的比较优势。首先,也是**突出的,是成本优势。利迅达基于国内成熟的供应链和制造成本,能够提供在性能接近的情况下,价格更具竞争力的解决方案,这使得自动化技术对于广大中小型制造企业而言不再遥不可及。其次,是服务的本地化与响应速度。利迅达作为本土企业,其销售、技术支持和服务工程师团队遍布国内,能够提供无语言障碍、无时差的高效沟通和快速现场响应。在设备出现问题时,能够比国外品牌更快地抵达现场解决问题,**大限度地减少用户停产损失。第三,是定制化的灵活性。国外品牌往往更侧重于标准机型的推广,定制流程复杂、周期长、成本高。而利迅达更贴近中国市场客户多样化和快速变化的需求,在非标定制方面展现出更高的灵活性和更短的交付周期。第四,在产品本身,利迅达机台集成的力控砂带机等**部件技术已相当成熟,性能稳定,完全能够满足绝大多数国内应用场景的需求。当然,国外前列品牌在极**应用(如航空航天超精密抛光)和基础机器人本体性能上可能仍有其优势,但对于通用的工业打磨领域。 配置底座适合已有车间的安装。南宁直销双立柱/三立柱机台耗材
三工位补蜡配置适应多砂带机需求。双立柱/三立柱机台
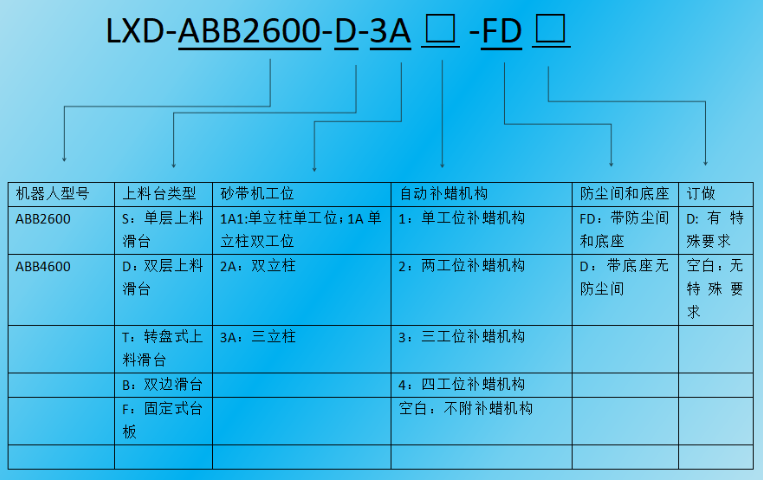
利迅达机器人的产品型号命名规则是一套逻辑清晰、信息丰富的编码系统,通过解读型号,用户可以快速了解设备的基本配置。我们以示例型号“LXD-ABB2600-D-3A□-FD□”进行深入解析。“LXD”无疑是公司名称“利迅达”的缩写,是品牌的标识。“ABB2600”指明了该设备所集成的**机器人本体型号,这里采用的是ABB品牌的IRB2600机器人。这款机器人以其高速度、高精度和紧凑结构著称,非常适合中负载的搬运与加工任务。其后的“D”**上料台类型,根据图表,这是“双层上料滑台”,意味着上料平台具有两层结构,可以存放更多的工件,进一步延长了无人值守的运行时间。“3A”则指明了砂带机工位的结构形式,即“三立柱”。这**了设备的整体架构强度和可扩展的工位数量,适合更复杂的工艺或更高的生产节拍。紧随其后的“□”是一个可选位置,**自动补蜡机构,如果此处填入“3”,则表示配备了三工位补蜡机构。“FD”则指明了防护措施,表示该设备“带防尘间和底座”。防尘间能有效隔离磨削粉尘,保护车间环境和工作;底座则为整个系统提供了稳固的基础,并集成了线缆管路。***一个“□”是关于定制化的标识,“D”**用户有特殊要求,需要进行订做;若为空白,则表示是标准配置。 双立柱/三立柱机台
广东利迅达机器人系统股份有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同广东利迅达机器人系统股份供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!