商机详情 -
四川双阀点胶机排名
氢能燃料电池的部件双极板,对於点胶机的涂胶精度、胶水兼容性和密封性要求极高,直接影响电池的发电效率和使用寿命。双极板的点胶主要用于密封槽涂胶和导电涂层涂覆:密封槽涂胶需采用耐氢气、耐电解液腐蚀的硅胶或氟橡胶,胶线宽度控制在 0.3-1mm,胶高误差≤±0.05mm,确保电池的气密性(泄漏率≤1×10^-6 mL/(min・Pa));导电涂层涂覆则选用含石墨烯或碳纳米管的导电胶,涂层厚度 5-15μm,表面电阻≤1Ω/□,提升双极板的导电和导热性能。针对双极板的精密结构(密封槽宽度≤0.5mm),点胶机采用螺杆式点胶阀和微型针头(内径≤0.1mm),配合视觉定位系统实现密封槽的追踪涂胶;涂胶后通过在线气密性检测模块,实时验证密封效果,不合格产品自动分流。目前,该类点胶机已应用于国内多条氢能燃料电池生产线,助力双极板生产效率提升 30% 以上。智能点胶机可存储多种工艺参数,方便不同产品快速切换。四川双阀点胶机排名
点胶机
激光辅助点胶技术通过点胶机集成激光预热模块,在点胶前对工件表面进行激光照射,清洁表面杂质并提高表面能,从而提升胶水与基材的附着力,尤其适用于难粘接基材(如 PTFE、PE、硅橡胶)。该类点胶机的激光模块采用光纤激光器(波长 1064nm),功率调节范围 10-100W,照射时间控制在 1-10ms,可控制预热区域和温度(表面温度≤100℃),避免损伤基材。点胶过程中,激光预热与点胶动作协同进行,时间间隔≤50ms,确保基材表面处于粘接状态。在 PTFE 材质的医疗器械部件粘接中,激光辅助点胶使胶水附着力提升 3-5 倍,剪切强度≥2MPa;在硅橡胶密封圈与金属部件的粘接中,粘接处可承受 10 万次以上拉伸循环无脱落。此外,激光辅助技术还能减少胶水用量 15-20%,降低生产成本。山东AB胶点胶机排名点胶机可兼容多种胶材,满足不同行业对胶种的多样化需求。
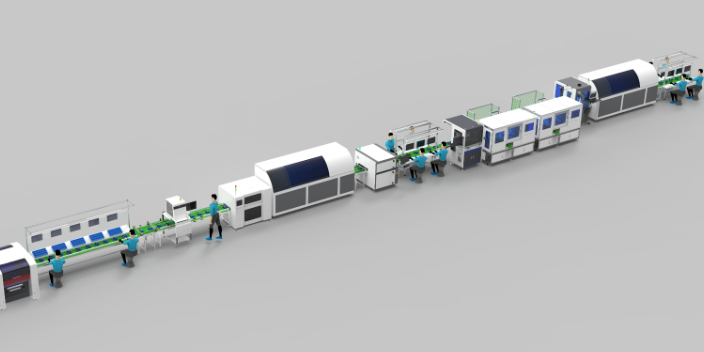
点胶机作为工业生产中施胶的自动化设备,功能是将胶水、油墨、焊锡膏等流体材料按预设路径、剂量和形状,均匀涂覆或注入目标工件的指定位置。其价值在于解决人工点胶效率低、胶量不均、一致性差等痛点,同时减少材料浪费、提升产品可靠性,广泛应用于电子制造、汽车工业、医疗器械、新能源等多个领域。从微型电子元件的封装固定到大型汽车部件的粘接密封,点胶机通过标准化、自动化作业,确保流体材料的施胶精度和稳定性,为下游产品的性能提升和品质保障提供关键支撑。现代点胶机已从早期的半自动设备发展为集成机械、电子、软件控制的智能化系统,能够适配不同流体材料、工件形状和生产节奏,成为工业制造中不可或缺的关键装备。
依托工业互联网和物联网技术,点胶机的远程运维与智能诊断技术已成为提升设备可用性、降低运维成本的重要手段。远程运维系统通过设备内置的物联网模块,将运行数据(如点胶参数、设备状态、故障信息、能耗数据)实时上传至云端平台,运维人员可通过电脑或手机 APP 远程监控设备运行情况,支持远程参数调整、程序更新和故障排查,无需现场值守。智能诊断技术基于大数据和 AI 算法,通过分析设备的振动、温度、电流、气压等运行数据,自动识别潜在故障隐患(如点胶阀磨损、管路堵塞、电机老化),故障预警准确率≥95%,并推送针对性的维护建议(如更换部件、清洁管路)。某电子制造企业应用该技术后,设备平均无故障运行时间(MTBF)提升 30%,运维成本降低 25%,尤其适用于多工厂、跨区域的生产线管理。自动化点胶机显著提高生产效率,缩短产品交付周期。
一整的点胶机由多个部件协同工作,共同保障施胶过程的性和稳定性。部件包括运动控制系统、供胶系统、点胶执行机构、视觉定位系统、检测系统等。运动控制系统是点胶机的 “大脑”,通常采用 PLC、伺服电机或工业机器人,负责控制点胶头的运动轨迹、速度和位置,实现直线、圆弧、不规则曲线等复杂路径的点胶,重复定位精度可达 ±0.01mm;供胶系统负责存储和输送胶水,包括胶桶、输送泵、压力调节器、加热器(针对热熔胶)等,需根据胶水粘度、特性调整压力和流量,确保胶水稳定输出;点胶执行机构是直接施胶的部件,根据类型分为喷射阀、针筒针头、螺杆阀、隔膜阀等,需控制出胶量和出胶速度;视觉定位系统通过高清相机和图像识别算法,自动识别工件位置和基准点,实现定位,补偿工件摆放偏差,尤其适用于微小工件和高精度点胶场景;检测系统用于实时监测点胶质量,如胶点大小、形状、位置是否符合要求,发现异常及时报警,确保产品合格率。高速点胶机每分钟可完成数百个点胶动作,效率远超人工。四川双阀点胶机排名
点胶机具备点胶、灌胶、涂胶等多种功能,一机多用。四川双阀点胶机排名
点胶机在运行过程中可能会出现多种故障,影响生产效率和点胶质量,常见故障包括出胶不均、点胶位置偏差、胶水泄漏、针头堵塞、固化不完全等,针对这些故障需采取相应的解决方法。出胶不均是最常见的故障,主要原因包括胶水粘度波动、供胶压力不稳定、点胶速度不一致、针头磨损等,解决方法包括稳定胶水粘度(加热或降温)、调整供胶压力、校准点胶速度、更换磨损针头等;点胶位置偏差通常是由于视觉定位不准确、运动系统精度下降、工件定位偏差等导致,需重新校准视觉系统、检查运动部件的磨损情况、调整治具定位;胶水泄漏可能是由于供胶管路密封件损坏、点胶阀密封不良、胶桶盖未拧紧等原因,需更换密封件、检修点胶阀、拧紧胶桶盖;针头堵塞多因胶水干结、杂质混入或针头口径过小,解决方法包括清洗针头、过滤胶水、更换合适口径的针头;固化不完全多与固化温度、时间或胶水配比有关,需提高固化温度、延长固化时间或检查胶水配比是否正确。此外,设备运行异常如噪音过大、电机过热等,可能是由于润滑不足、负载过大或电路故障,需添加润滑油、减轻负载或检修电路系统。四川双阀点胶机排名