商机详情 -
无锡电站换热器焊接机推荐
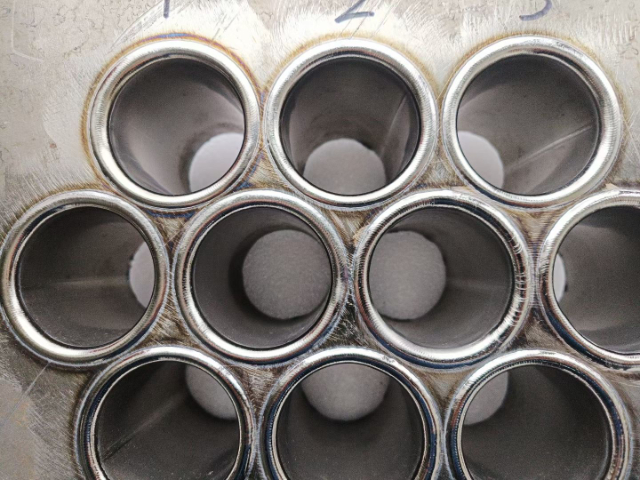
金属波纹管广泛应用于仪表、阀门、密封、膨胀节等领域,其制造是将薄壁管坯通过焊接制成环形或管状构件。纵缝焊接是将长条带材卷圆后对接成型,对焊缝的直线度、密封性和疲劳强度要求极高。环缝焊接则用于连接波纹管与法兰、端管等部件,需保证圆周上的熔透均匀。专机针对这两种工艺进行优化:对于纵缝,采用直线精密导轨和高速焊枪,配合背面衬垫,实现一次成型;对于环缝,采用精密旋转卡盘带动工件,焊枪固定或微摆。无论是液压成型波纹管(U型、Ω型)还是焊接成型波纹管(多层结构),专机都能通过调整工艺包(如微束等离子焊用于极薄壁,脉冲TIG用于较厚或有色金属)实现可靠连接,焊缝能满足高压、高循环寿命的苛刻工况。采用微束等离子或精密脉冲TIG工艺,焊接0.1-2mm薄壁管无烧穿。无锡电站换热器焊接机推荐

对于宽坡口,大摆幅摆动是保证侧壁熔合的关键。本设备焊枪集成高性能伺服摆动器,比较大机械摆幅可达30mm,且摆动频率、两端停留时间可精细编程。在智能系统的控制下,摆动参数可根据不同焊道的位置和需求动态调整。更进一步,为实现厚壁管道双面焊的自动化,设备集成了独特的视觉系统。在正面焊接一定厚度后,视觉系统可自动识别未焊透的根部,并引导清根铣削装置进行背面清根。清根后,视觉系统再次扫描清根槽的几何尺寸,为背面焊接自动规划焊道。部分系统甚至能在焊接过程中,实时测量已焊焊道的轮廓,为下一道的参数提供反馈。这一套“焊接-检测-清根-再焊接”的闭环自动化流程,将厚壁管道焊接这一极其复杂的工艺推向了一个新的高度,真正实现了全流程无人化智能操作。上海狭小空间焊接机推荐具备焊接参数“一键优化”功能,根据管材与壁厚自匹配参数。

手工焊接厚壁管道,工艺规划复杂,极易出错。本设备的智能多层多道系统将此过程自动化、智能化。用户只需输入坡口形式、壁厚、材质等基本信息,系统软件即可基于内置的**规则库和热力学模型,自动生成比较好的焊道排布方案:包括总层数、每层焊道数、每道的焊接参数(电流、电压、速度、摆动)、焊接顺序以及焊枪姿态。在焊接执行时,系统严格按照此方案控制设备。同时,集成在焊枪附近的红外测温仪实时监测层间温度。当温度高于上限(如对某些合金钢要求≤250℃)时,系统自动暂停焊接并待机冷却;当温度低于下限时,则自动提醒或开始下一道焊接。这确保了整个厚壁接头焊接工艺的严谨性和可重复性,是获得优异接头力学性能,尤其是韧性和抗裂性的控制手段。
焊接过程中产生的微小飞溅或氧化物颗粒如果落入管道内,将成为不可接受的污染源。卫生管道焊机集成了焊道清洗与吹扫单元。通常在每一道焊缝完成(或特定层数后),一个可移动的喷嘴会自动移动到焊道上方,喷射食品级或制药级的清洁溶剂(如注射用水或高纯酒精),同时一个旋转的软刷或超声波清洗头对焊缝表面进行清洗,溶解和扫除焊接残留物。紧接着,另一组干燥、洁净的惰性气体(如氮气或氩气)喷嘴启动,将清洗液吹扫干净,并使焊道快速干燥。这个过程可以在不打开管道系统的情况下,在焊接工位自动完成,确保了管道内部在焊接过程中始终保持极高的洁净度,特别适用于对微粒和微生物有极端控制要求的注射用水(WFI)管道、无菌工艺气体管道等的焊接安装。模块化野外工程车集成方案,提供发电、焊接一体化作业能力。
在电力、石化行业的仪表阀门管嘴、精细化工微型反应器、换热器等设备中,存在大量小口径、薄壁、要求零泄漏的精密套管接头。针对此,本专机可选配电弧极其稳定的微束等离子焊接头或热丝TIG焊接头。微束等离子弧在很小电流(可低至0.1A)下也能保持柱状,能量密度高、热影响区窄,特别适合焊接厚度0.1-1mm的薄壁管,能实现几乎无变形的精密连接。热丝TIG则在传统TIG基础上,对填充焊丝进行电阻预热,大幅提高熔敷效率的同时,依然保持TIG焊高质量、无飞溅的优点,适用于需要少许填充金属的角焊缝或带间隙对接焊。这两种工艺都要求设备具备极高的运动稳定性和参数控制精度,本专机的刚性结构与数字化电源完美满足了这些要求,是解决精密套管焊接难题的“工艺利器”。具备远程运维与工艺云端管理功能,实现多地施工项目的标准化质量管控。全位置封闭焊接机调试方法
配备高速旋转电弧焊枪(转速3000RPM+),实现超薄热分散焊接。无锡电站换热器焊接机推荐
在高寒地区或用于承受高内压、高水锤压力的供水管道,常采用强度低合金钢(如X60, X70, X80)。这类钢材焊接时比较大的风险是氢致延迟冷裂纹。焊机为此集成了一套完整的抗裂解决方案:首先,采用低氢焊材(如低氢焊条、药芯焊丝),并配备焊材保温筒。其次,集成智能预热系统,通过感应加热或电阻加热带,在焊接前将坡口两侧区域均匀加热至规定温度(如100-150℃)。焊接过程中,通过红外测温监控层间温度不低于预热温度。焊接完成后,立即启动后热处理程序,将焊缝区域加热到特定温度(如250-300℃)并保温一定时间,使氢加速逸出。整个预热、层间温控、后热过程由设备自动程序控制,确保工艺执行的准确性和一致性,从根本上杜绝了高强度钢管焊接接头冷裂纹的产生。无锡电站换热器焊接机推荐
昆山博尔勒自动化科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同昆山博尔勒自动化科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!