商机详情 -
青岛市齿形同步带轮厂家电话
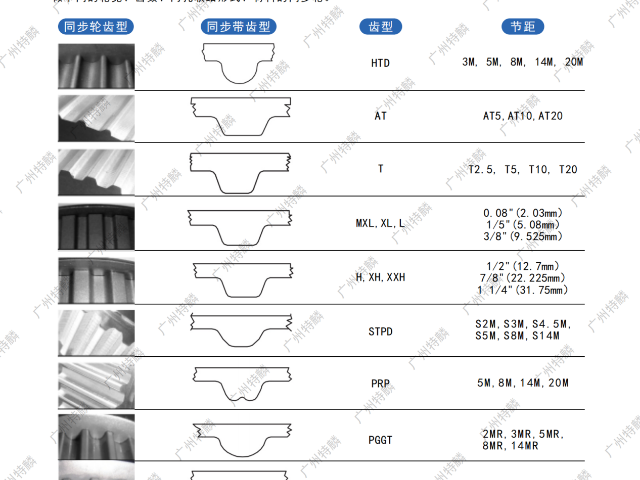
梯形同步带轮以等腰梯形齿廓与同步带啮合,齿顶宽、齿根宽及齿高按标准比例设计,是应用较普遍的同步带轮类型。其齿形角度多为 40°,齿顶与齿根通过直线过渡,啮合时带齿与轮齿形成面接触(接触面积约 50%~60%),传递动力平稳。相比圆弧形带轮,梯形齿加工简单,成本低 30%~40%,但高速(>3000r/min)时因齿形突变易产生冲击噪声(比圆弧齿高 5~10dB)。例如,在纺织机械的传动系统中,梯形同步带轮与橡胶同步带配合,能满足中等精度(传动误差 ±0.3mm/m)需求,且维护成本低廉,适合批量应用。同步带轮在锂电池设备中,输送电芯无偏差。青岛市齿形同步带轮厂家电话
梯形同步带轮的参数遵循国际或国家标准,重心指标包括节距、齿数与齿宽。节距按标准系列划分,如 MXL(2.032mm)、XL(5.08mm)、L(9.525mm)、H(12.7mm)等,节距误差需≤0.02mm,确保与对应型号同步带精细啮合。齿数范围通常为 10~120 齿,小齿数(10~15 齿)带轮需将齿根圆角放大至 0.5~1mm,防止齿根断裂;大齿数带轮则需强化轮毂刚性,避免变形。齿宽需比同步带宽 2~4mm,如适配 20mm 宽的 H 型带,带轮齿宽应为 22~24mm。轴孔公差多为 H7,键槽按 GB/T 1095 设计,传递扭矩≤500N・m 时采用单键,更大扭矩则用双键或花键。合肥市梯形同步带轮同步带轮与同步带需定期检查,防止早期磨损。
为保证同步带轮有更好的应用需要大家做好这些,购买合适且出色的产品:对于大家来说,只有非常出色且同时能够与自己使用的同步带和相应的设备相适用的同步带轮,才能够正常使用并实现优势的应用。所以为了保证该产品有更好的应用,就需要大家首先保证自己购买的是合适且出色的产品。准备一个非常合适的应用环境:因为同步带轮在应用的时候,是否能够正常使用,与应用环境的温度、湿度等条件都是有一定的关系的。所以为了保证其有更好的应用,就需要大家为其准备一个非常合适的应用环境。
免键式同步带轮的加工需重点保证配合面精度,以确保连接可靠性。轴孔与胀套 / 锥套的配合面公差需控制在 H7/g6,表面粗糙度 Ra≤1.6μm,避免因贴合不良导致应力分布不均。带轮轮毂的胀紧段壁厚需均匀(偏差≤0.05mm),通过数控车床一次装夹加工,保证端面与轴心线垂直度(≤0.02mm/100mm)。胀套或弹性环的材料多为 40Cr,经淬火处理(硬度 45~50HRC),变形量需经精密计算(弹性变形量 0.1%~0.3%),确保重复使用 50 次以上仍保持性能。加工后需通过压力测试验证,在额定扭矩 1.2 倍载荷下保持 1 小时无滑移。同步带轮在贴标机中,确保标签贴合位置准确。
圆弧形同步带轮以凸齿与同步带的圆弧齿槽啮合传递动力,其齿廓采用圆弧过渡设计,相比梯形齿同步带轮,啮合接触面积增加 30%~50%,传动更平稳。齿顶与齿根均为圆弧结构(齿顶圆弧半径约为模数的 0.3 倍),可减少应力集中,使齿根处承受的弯曲应力降低 20%~30%。这种设计让带轮在高速传动(>3000r/min)时噪声比梯形齿低 5~8dB,且能承受更大的瞬时过载(1.5 倍额定扭矩)。例如,在伺服电机传动系统中,圆弧形同步带轮与聚氨酯同步带配合,传动误差可控制在 ±0.1mm/m,远超梯形齿的 ±0.3mm/m,适合精密送料机构。同步带轮表面可做氧化处理,提升抗腐蚀能力。合肥市圆弧齿同步带轮定做
同步带轮传动噪声低,适合办公室设备使用。青岛市齿形同步带轮厂家电话
铝质同步带轮的加工工艺需适应铝合金的材质特性,注重刀具选择与精度控制。因铝合金硬度低(6061-T6 硬度约 95HB),加工时易产生粘刀,需采用钨钢刀具(如 WC-Co 合金刀具),切削速度控制在 1000~1500m/min,表面粗糙度可达 Ra≤1.6μm。齿形加工优先选用数控滚齿机,齿距累积误差≤0.05mm/100mm,确保与同步带精细啮合。轮毂与轴孔的加工需一次装夹完成,保证端面跳动≤0.03mm,避免安装后带体偏磨。对于复杂结构(如多台阶、异形孔),可采用 5 轴加工中心,材料利用率达 70% 以上,比传统加工提高 20%。青岛市齿形同步带轮厂家电话