商机详情 -
海南美焊氩弧焊机器人源头工厂
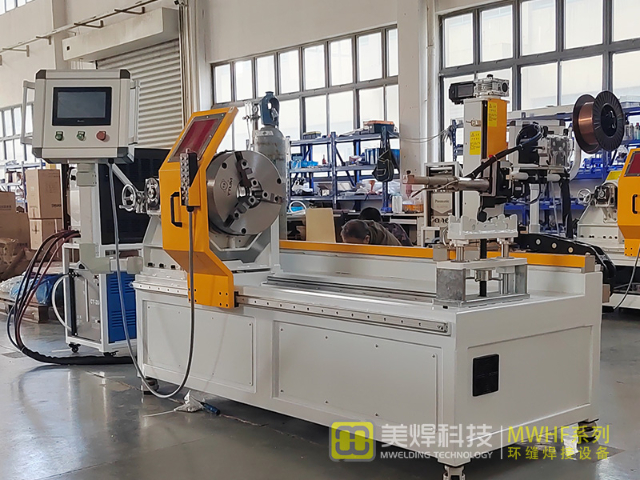
八轴氩弧焊机器人的热丝电源(HP-200)与 HW500E 程控电源形成协同工作体系,热丝电源负责对焊丝进行预加热,通过脉冲加热技术将磁偏吹影响降至比较低,提高熔敷速度与焊接效率;程控电源则精细控制焊接电流、电压等中心参数,保障焊缝成型质量。二者通过标准化接口连接,实现参数协同调整,确保加热焊丝与焊接过程的精细配合,使焊接效率提升 1.5-2 倍,同时减少熔敷金属稀释率,提升焊缝性能。这一协同工作设计与美焊科技堆焊设备的热丝堆焊系统类似,美焊热丝堆焊系统通过热丝电源与焊接电源的协同,提升熔敷效率与堆焊质量,二者均通过多电源协同工作,实现 “高效 + 质量” 的焊接目标。机器人手臂刚性强,高速运动后无振动,作业范围 1410mm。海南美焊氩弧焊机器人源头工厂

八轴氩弧焊机器人对安装电源有严格要求,需配备三相四线 380VAC±10%/50Hz 的稳定电源,单独配置 40A 空开,确保供电稳定,避免电压波动对焊接质量与设备运行的影响。接地要求符合一级接地 < 10 欧姆标准,良好的接地不*能保障操作人员的人身安全,还能减少电磁干扰,提升焊接参数的稳定性,避免因干扰导致的焊接缺陷。电源电缆需由甲方按要求接入美焊科技指定位置,电缆规格需满足设备功率需求,减少线路损耗,确保电源输出稳定。这些电源与接地要求与美焊科技堆焊设备的安装标准一致,均体现了焊接设备对供电系统的严格要求,只有满足这些条件,才能充分发挥设备的性能优势,保障焊接质量与生产安全。福建异形件氩弧焊机器人批量定制机器人支持脱机示教,大幅削减生产准备时间。
为确保甲方操作人员能够熟练使用八轴氩弧焊机器人,美焊科技提供***的人员培训服务,培训内容涵盖设备的操作、维护与保养,培训地点设在甲方项目现场,培训时间为 1-2 天,采用理论培训与实操培训相结合的方式。受训人员建议至少 2 人,需具备中专以上学历与一定的焊接基础,甲方也可在设备发货前安排人员到美焊科技现场进行培训,提前熟悉设备操作。培训过程中,美焊科技技术人员会详细讲解设备各部件功能、操作流程、参数设置、日常维护要点及常见故障排查方法,实操培训则让操作人员亲自参与设备运行、程序编写、焊接作业等环节,确保理论与实践结合。这一培训模式与美焊科技的培训体系高度一致,其在设备交付后,会对电气工程师、机械工程师、焊工等进行专项培训,确保相关人员掌握操作与故障排查能力。通过系统培训,甲方人员能够**完成设备操作、日常维护及一般故障排除,为设备长期稳定运行提供人力保障,体现了美焊科技对客户全生命周期服务的重视。
美焊科技是一家专业从事机器人系统集成的科技型企业,区位优势明显,汇聚了高水平专业人才。公司拥有从业多年的机械工程师、电气工程师、焊接工程师、高级技师等组成的专业技术团队,成员具备丰富从业经历,主导过近千套系统集成项目,技术实力雄厚。公司主营产品包括焊接机器人系统、切割机器人系统、搬运机器人系统等,同时提供电焊机、非标定制自动化专机等产品,客户覆盖核电、航空航天、锅炉、造船、机车、工程机械等多个行业。美焊科技专注于工业自动化焊接与切割领域,以堆焊设备为优势,同时侧重机器人焊接系统集成,以 “提供性能可靠、技术先进、质量稳定的产品与360度服务” 为经营目标,致力于实现用户、企业与员工的共同成长,在制造业自动化升级浪潮中发挥重要作用。电气控制系统基于三菱 PLC,存储 50 套工艺,一键式操作。
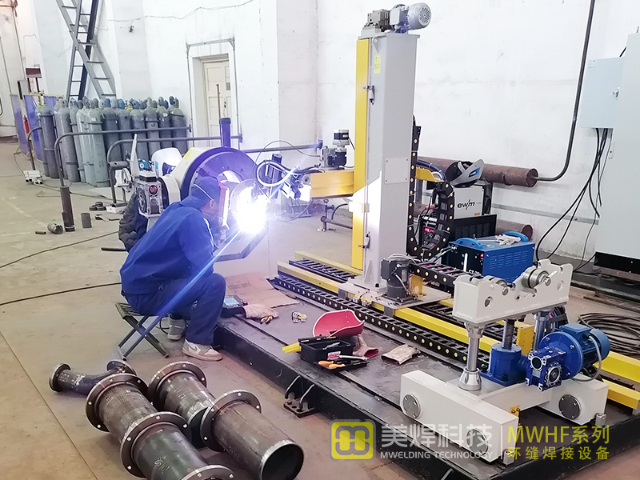
八轴氩弧焊机器人搭载的 HW500E 程控电源具备超级脉冲功能,能够通过调整脉冲频率(0.5-50HZ 可选),加大焊缝熔深,增强电弧挺度,有效改善焊接过程中的熔池流动性,减少气孔、夹渣等焊接缺陷,尤其适用于厚板焊接或对熔深要求较高的场景。电源采用 100kHz 超高逆变频率与零延时采样电路,能够快速响应焊接过程中的参数变化,实现熔滴过渡的精细化控制,独特的电源能量泄放设计,可避免熔滴过渡瞬间电流力对熔池的冲击,保障焊缝成型均匀平整。电源的输出正负端双远端采样补偿功能,能够精确判断熔滴过渡过程状态,根据实际情况实时调整输出参数,确保焊接质量的稳定性。这一先进功能与美焊科技 WSM400RHW 电源的精确电流控制功能异曲同工,均体现了美焊科技在焊接电源研发上的技术实力,为高质量焊接提供了可靠动力保障。机器人氩弧焊钳内置循环水冷,500A 电流,磁吸式防碰撞设计。吉林异形件氩弧焊机器人源头工厂
防碰撞传感器 TA-3 定位精度 < 0.03mm,碰撞后无需重新调校。海南美焊氩弧焊机器人源头工厂
八轴氩弧焊机器人配套的热丝电源(型号 HP-200),是实现 TIG + 热丝焊接工艺的关键部件,能够有效提高焊接效率与熔敷质量。该电源输入电压为三相 380V±10%,频率 50/60Hz,额定输入电流 3A,持续负载率 35%(200A/40℃/10 分钟),输出电流范围 20-200A,输出空载电压 16V,外形尺寸 670x325x220mm,净重 21kg。其工作原理是在焊丝上增加电流进行加热,帮助焊丝熔化,采用脉冲加热焊丝(2.5-3msec),通过与焊接电流脉冲的协同控制,将磁偏吹的影响减小到限度。热丝焊接工艺具备三大优势:一是熔敷速度大幅提升,相同电流条件下至多可提高 60%;二是焊接速度加快,相同电流条件下至多可提高 100% 以上;三是熔敷金属稀释率降低,至多可降低 60%,这与美焊科技热丝堆焊系统的工艺优势高度契合,美焊热丝堆焊通过预加热焊丝提升熔敷效率,而这款热丝电源则通过可靠脉冲加热优化熔敷质量,二者均为高效焊接提供了技术支撑。热丝电源与 HW500E 程控电源协同工作,形成完整的热丝 TIG 焊接解决方案,适配碳钢、不锈钢、合金钢等多种材质的高效焊接需求。海南美焊氩弧焊机器人源头工厂