商机详情 -
福建化工废水蒸发器加工
小型废水蒸发器的处理能力可以根据实际需求进行选择和调整。一些设备具有模块化设计,用户可以根据废水产生量的变化,通过增加或减少模块来扩充或降低处理能力。同时,设备支持在线运行,不需要频繁停机和清洗,能够满足连续生产过程中的废水处理需求,即使在废水产生量不稳定的情况下,也能较好地适应。相比于传统的化学处理方法,小型废水蒸发器在处理废水过程中,主要依靠物理蒸发的方式,无需添加大量化学药剂,减少了因化学药剂使用带来的二次污染风险,同时也降低了后续污泥处理等环节的难度和成本。蒸发后的冷凝水经过简单处理,就可以达到较高的水质标准,可直接排放或者回收利用,实现水资源的循环利用,符合环保理念。结构紧凑,占地小,适合中小型生产线。福建化工废水蒸发器加工
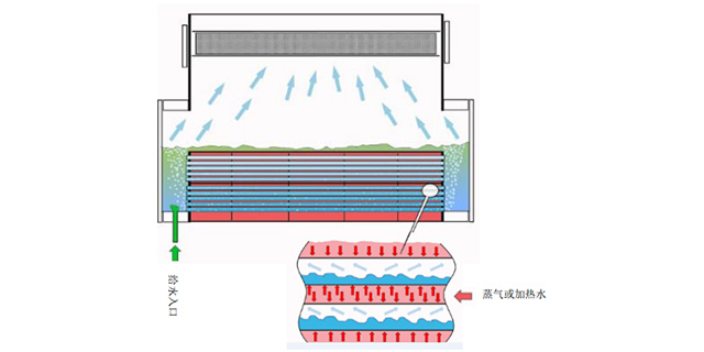
载冷剂在管外流动,与管内制冷剂进行热交换,其进出口设在同一端盖,从下方流入,在蒸发器管子及端盖中往返流动多次后从上方流出。通过这种方式,实现了制冷剂在低温下吸热,从而制取冷量并输出冷量,达到制冷或冷却的目的。
自动化程度高:配备先进的控制系统,可实现自动控制制冷剂的流量、压力、温度等参数,以及载冷剂的循环,无需人工频繁操作,提高了生产效率和运行稳定性,降低了人工成本和操作失误的风险。传热效率高:卧式结构使液体与传热表面接触良好,制冷剂在管内蒸发,载冷剂在管外流动,两者通过管壁进行热交换,传热系数较高。同时,折流板的设置增加了载冷剂的流速和扰动,进一步强化了传热效果。 卧式内管蒸发器定制厂家浓缩液减量率高,大幅减少危废外运量,降低企业环保处置成本。

小型多效蒸发器通过负压设计让后效的物料沸点逐步降低,形成低温蒸发环境,这一特性对热敏性物料处理极为友好。在食品行业浓缩果汁、乳制品,制药行业提纯生物制剂,以及化工行业处理某些易分解添加剂时,低温环境可避免物料因高温出现成分分解、风味流失或药效降低等问题。例如浓缩果蔬汁时,能比较大限度保留维生素等营养成分;提纯生物药品时,可防止活性物质失活。此外,物料在设备内受热时间短,且可通过调节各效压力控制沸点,进一步保障热敏性物料的品质,解决了传统高温蒸发对特殊物料的损伤难题。
在化工行业,卧式内管蒸发器广泛应用于溶液的蒸发浓缩、结晶分离、精馏提纯等关键工艺环节。在生产高纯度化学品时,蒸发器可将含有杂质的溶液进行蒸发,使目标物质得以浓缩,杂质则留在剩余液体中,实现高效的提纯分离。在处理具有腐蚀性的化工原料时,其耐腐蚀的结构设计确保了设备的安全运行,保障了化工生产的连续性与稳定性,为化工产品的质量与产量提供了坚实保障。卧式内管蒸发器同样发挥着重要作用。在果汁浓缩过程中,它能够在低温下快速蒸发果汁中的水分,保留果汁的天然风味、营养成分与色泽。牛奶加工企业利用蒸发器进行牛奶的脱水浓缩,不仅提高了生产效率,还保证了牛奶制品的质量与安全性。卧式内管设计使溶液水平流动,减少浓度与温度梯度,保证蒸发过程均匀稳定。
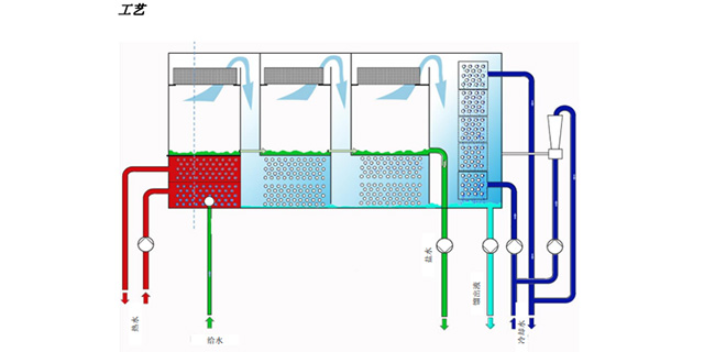
多效蒸发器和单效蒸发器在蒸发效率、能源消耗、设备成本等方面存在诸多差异,以下是它们的优缺点对比:
1、多效蒸发器利用前一效产生的二次蒸汽作为下一效的加热源,使热能得到多次利用,减少了生蒸汽的消耗,降低了能源成本。一般来说,效数越多,节能效果越明显。
2、由于多效蒸发器是多效串联操作,在相同的总蒸发量下,各效的蒸发量相对较小,因此可以在较低的温度差下实现蒸发,提高了传热效率,进而提高了整体的蒸发效率。
3、多效蒸发器在较低的温度下进行蒸发操作,对于热敏性物料而言,能够减少物料因高温而发生变质、降解等情况,有利于保证产品的质量和品质。 全自动调节蒸汽用量,根据蒸发负荷动态适配,避免能源浪费。福建多效蒸发器公司
安全可靠,多重保护,运行无隐患。福建化工废水蒸发器加工
一些先进的小型废水蒸发器具备能量回收系统。比如在预热器中,利用蒸发过程产生的余热对进入蒸发器的废水进行预热,提高了能源的综合利用率,减少了额外的能源投入。采用减压蒸发(低温蒸发)技术的设备,由于在较低温度下进行蒸发,避免了高温蒸发带来的高能耗,同时对于含有热敏性物质的废水,能有效保留这些物质,减少热敏感物质的损失,且降低了因高温导致的设备腐蚀风险。小型废水蒸发器通常采用紧凑的结构设计,整体体积不大。一些设备还设计为一体化撬装形式,方便安装和移动。这种设计使得设备在占用较小空间的情况下,依然能够高效地完成废水处理任务,特别适用于场地有限的企业,如小型工厂车间、实验室等场所。福建化工废水蒸发器加工