商机详情 -
机械角度偏差测量仪厂家
设备运行阶段冷态(停机4小时以上)与热态(运行中)的轴系形变差异需通过预偏装修正。例如,汽轮机安装时需根据运行温度预设冷态偏差,否则热态运行时可能超出允许范围(如API610标准要求冷态径向偏差≤,热态需≤)。部件老化与损耗长期使用后,激光发射器功率可能衰减(如从初始1mW降至),导致探测器信号减弱。建议定期检查激光强度,低于阈值时及时更换模块。环境预处理操作前确保环境温度稳定(波动≤5℃)、湿度40%-60%,远离强振动源与电磁干扰。例如,在风电塔筒内狭窄空间作业时,优先选择AS300型号搭配磁吸夹具,减少环境限制影响。标准化操作流程三级验证机制:初始测量→调整后复测→24小时运行后终检,确保偏差值在ISO1940标准范围内(如刚性联轴器角度偏差≤)。数据追溯体系:建立校准档案,记录每次测量的环境参数、操作步骤及结果,便于分析长期精度趋势。针对性维护方案日常维护:清洁光学部件、检查电池电量(低于20%时充电)、确保夹具无磨损。预防性更换:每1-2年更换激光发射器和CCD探测器的易损部件(如防尘密封圈),维持硬件性能。通过系统化管控上述因素,汉吉龙SYNERGYS巡检仪可在工业场景中稳定实现±°角度偏差与±。 角度偏差测量智能仪 自动计算角度修正值,新手也能上手。机械角度偏差测量仪厂家
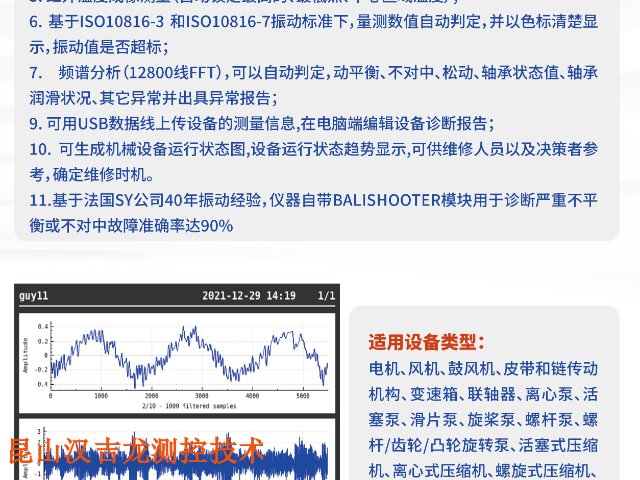
汉吉龙SYNERGYS角度偏差测量定时巡检仪的测量精度受多维度因素影响,需从环境、设备、操作、维护等方面综合把控。以下结合技术原理与实际应用场景展开分析:一、环境因素温度波动温度变化会导致金属部件热胀冷缩,改变激光传播路径和轴系几何关系。例如,钢材料的线膨胀系数约为11×10⁻⁶/℃,温度每变化1℃,1米长轴可能产生。仪器虽内置温度传感器和动态补偿算法(如AS500型号通过双激光束实时监测热膨胀),但极端温度(-20℃~50℃)或快速温变(如石化高温泵启停)仍可能导致瞬时偏差。建议在环境温度波动≤5℃时测量,并提前输入设备材料膨胀系数以优化补偿模型。振动与电磁干扰设备运行或外部机械振动会导致传感器位移,干扰激光束稳定性。例如,钢铁厂轧机环境中的振动可能引发数据跳变。仪器通过三层电磁屏蔽(金属法拉第笼+导电橡胶密封圈+软件滤波算法)将信噪比提升至85dB以上,并支持抗干扰模式(如AS500),但在强磁场源(如变频器)附近仍需使用屏蔽线缆连接传感器。湿度与粉尘高湿度可能导致光学元件结露,粉尘会散射激光能量。虽然仪器具备IP54防护等级,但在粉尘密集环境(如水泥厂)需定期清洁30mmCCD探测器表面,避免光斑能量衰减。 傻瓜式角度偏差测量仪工作原理汉吉龙SYNERGYS工业角度偏差测量仪 适配多种设备检测,角度校准更可靠。
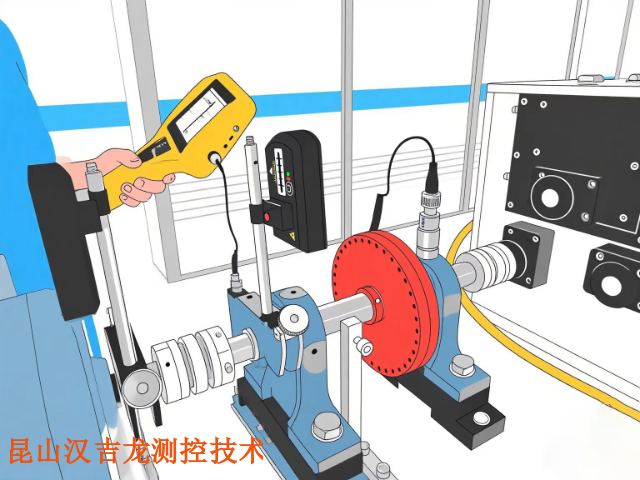
设备与安装因素轴系状态轴表面清洁度:油污或锈迹会导致尼龙链条夹具打滑,影响传感器定位精度。需用砂纸配合无水乙醇彻底清洁轴颈与夹具接触面。设备稳定性:地脚螺栓松动或软脚(设备支撑不均匀)会引入额外偏差。仪器虽能自动修正软脚偏差,但安装前仍需按制造商推荐力矩(如90%额定值)预紧螺栓,并通过数字倾角仪校准设备水平度。安装工艺夹具安装:V形支架需垂直卡接于轴体外周,链条紧固时需渐进式预紧(顺时针旋转调节螺母),避免应力集中导致轴变形。若夹具松动,可能使测量重复性误差从≤。传感器对中:发射模块与接收模块需通过光斑能量中心对齐,粗调时光轴中心高度差应≤2mm,精调角度偏差Δθ需<±2°,否则激光束可能超出探测器有效范围。
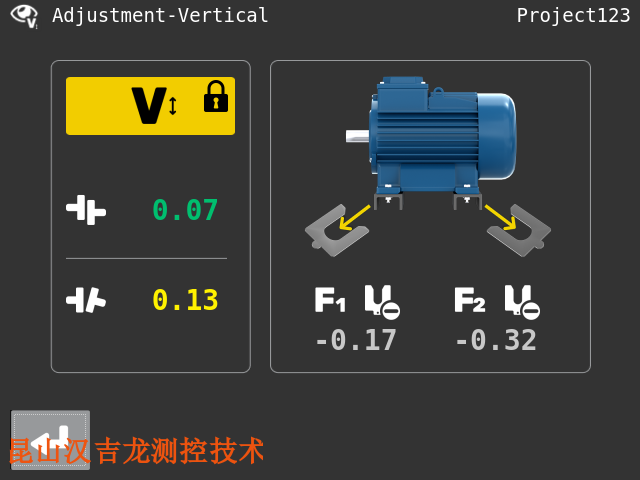
AS角度偏差测量数据导出仪支持PDF和Excel格式的数据导出,这使得报告整理工作更加轻松便捷。例如AS500多功能法兰联轴器对中仪,测量完成后,可自动生成包含原始数据、偏差图表、调整建议的PDF报告,支持现场打印或云端存储。另外,AS镭射激光对中仪内建数字处理器,可直接计算出角度、平行偏差等多项结果,支持测量文件、照片和报告的保存,可生成PDF或Excel文件,并且关机重启后可以继续测量,还支持iOS和Android多平台设备连接操作。ASHOOTER角度偏差测量轻量化仪、重量 0.8kg,高空作业携带无负担。
校准与环境控制建议在**恒温环境(23±1℃)**中进行基准校准,避免温度梯度对光学元件的影响。对于粉尘环境,可选用IP65防护等级的型号,并定期清洁激光窗口。软件工具链配套软件支持3D可视化建模,可直观显示微型电机轴系的空间偏差分布(如X-Y平面的角度云图)。数据可导出为CSV或Excel格式,便于与MES系统集成,实现生产过程的全追溯。未来技术方向AI驱动诊断:通过深度学习模型自动识别角度偏差模式,如区分联轴器不对中与电机转子失衡的特征。无线化与微型化:借鉴索尼AS-DT1激光雷达的微型化设计,开发重量<50g的无线传感器节点,适用于可穿戴设备的实时监测。AS微型设备角度偏差测量仪通过超精密传感技术与工业场景深度融合,正在重新定义微型电机的检测标准。其价值不仅在于精度提升,更在于通过多维度数据驱动设备性能优化,为智能制造提供**支撑。 AS法兰角度偏差测量仪 专注法兰对接角度检测,减少安装误差。HOJOLO角度偏差测量仪用途
AS热补偿角度偏差测量仪 结合温度修正角度,测量更精确。机械角度偏差测量仪厂家
AS法兰角度偏差测量仪自身的加工精度和安装前的状态,会直接影响“测量基准的真实性”,主要包括:法兰自身加工误差法兰面平面度误差:若法兰加工时平面度不达标(如存在凸起、凹陷),会导致仪器贴合面与法兰实际密封面不重合,使测量的“角度”并非法兰真实对接角度;法兰轴线同轴度误差:若法兰与管道焊接时已存在轴线偏移,或法兰自身存在椭圆度误差,会导致测量时的“基准轴线”并非实际工作轴线,进而使角度偏差测量值失真。法兰安装前的预处理状态表面清洁度:法兰表面的锈迹、焊渣、油污未清理干净,会导致仪器定位块无法紧密贴合,形成“虚假基准”;法兰变形:法兰运输或存储时若发生碰撞变形(如法兰面翘曲),会使实际对接角度与设计角度存在偏差,而仪器测量的是“变形后的角度”,若未先修正法兰变形,会误将“变形误差”当作“安装误差”。 机械角度偏差测量仪厂家