商机详情 -
浙江机加工刀具加工
适合用来适合加工过渡金属材质的合金钢。良好的导热性。CBN材料的导热系数比较高,可迅速降低刀尖处的温度,减少刀具的磨损,有利于提高加工精度和效率。CBN的导热性也次于金刚石,在室温中,CBN的导热系数为1300w/℃,是硬质合金材料的20倍。在切削条件完全相同的情况下,CBN刀具的切削温度要比硬质合金刀具低的多。较小的摩擦系数。CBN材料的摩擦系数是,且摩擦系数会随着切削速度的增大而逐渐减小,所以在使用CBN刀具加工时,由于刀片和切屑的摩擦系数较小,切削变形减小,所以受到的阻力降低,能有效的提高加工表面质量。由于CBN刀具具有比其他的刀具材料更好的切削性能,而且刀具的使用寿命是一般硬质合金刀具的10-50倍,耐用度也远远高于普通硬质合金刀具。使用传统的金属刀具在加工难加工材料时存在崩刃、毛刺、烧伤等缺陷,使用CBN材料刀具加工不仅可以消除这些缺陷,而且可以提高加工效率,减少加工成本。这为机械制造领域提高生产效率和效益提供了有力的支持,是一种非常有前途的刀具材料。汽车零部件非标刀具制动主缸PCD钻锪刀。提高加工效率。浙江机加工刀具加工

由于经济与环保方面的原因,近几年干切削加工方法已成为机械制造领域中的重点研究课题。我们首先来看一下湿切工艺由于使用切削液带来的问题:(1)长期暴露在空气中或切削加工中由切削热造成的切削液雾状挥发,容易污染环境、危害操作者健康,切削液中的硫、氯等添加剂危害更大,影响加工表面质量;(2)切削液的使用影响加工成本,据统计,切削液占生产成本的15%,而刀具费用*占3%~4%;(3)切削液的渗漏、溢出会污染环境,易发生安全、质量事故;(4)切削液的传输、回收、过滤等装置及其维护费用较高,增加了生产成本。由于以上原因,干切削加工工艺已在西方工业发达国家有了相当的应用。由美国Makino公司推荐的“红月牙”(RedCrescent)干切工艺,既可以充分发挥刀具的切削性能,与湿切相比又能**提高生产率。其机理是由于切削速度很高,产生的热量聚集于刀具前部,使切削区附近材料达到红热状态,屈服强度下降,进而达到提高切削效率的效果。采用红月牙干切削工艺的前提条件是在较高切削温度下,被切材料强度有明显下降,变得易切削,而刀具材料的强度在同样状态下要有较好的红硬性及热稳定性,还要有较好的耐磨性和抗粘结性。浙江机加工刀具加工PCD刀具又叫人造聚晶金刚石,所以可以叫金刚石PCD刀具,一般用于有色金属加工。
掌握三个技巧,网上选购金刚石刀具很简单!其实有很多厂家都在线出售金刚石刀具,这样有利于采购商的价格衡量,也可以选择到高性价比的刀具。而且很多厂家都有直销报价,还有良好的售后服务,其实只要是能够与正规商家合作,直接在线选购合适的刀具也同样有保障,但是一定要掌握技巧。那么该如何在线选购到合适的刀具呢?正规销售网站是好的选择毕竟现在的电商平台也非常多,而且很多刀具本身的报价也不低,所以还是要特别注意好哪个平台是正规的。不管是综合的电商平台,还是厂家官网都可以,只要平台可靠,那么对方可以提供正规品牌的刀具,这样选购到金刚石刀具也能够保证质量。而且一般厂家直销价格要更低,性价比方面也是不错的。注意刀具参数的比较因为我们的需求不同,所以选择刀具时还是要注意好具体的参数,以及应用领域等。一般厂家都是会直接给出具体的参数,还有型号的具体情况,不管是想要购买一些特殊类型刀具或者是其他加工工具都没有问题,这样也能够保证刀具符合我们的加工要求。多方面进行价格衡量因为很多厂家都是要大批量采购不同型号的金刚石刀具,所以还是要做好价格方面的比较。可以通过网络多衡量几个不同厂家的报价。
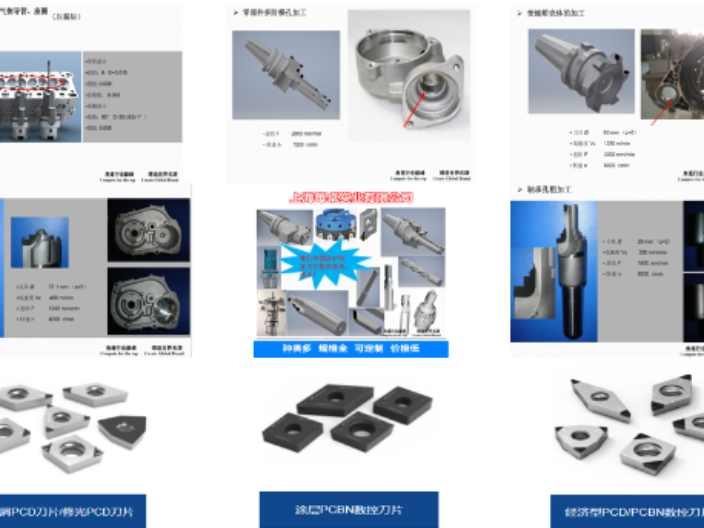
PCD铰刀,在孔加工领域有着举足轻重的地位,因其确保孔的终加工精度要求,在孔加工领域,PCD铰刀都是需要加工精度比较高的孔,在零件加工中,也是容易出现加工不良问题,PCD铰刀在汽车配件领域,应用及其,因其寿命,和加工的后的光洁度较高,在汽车配件加工中,也是常见的刀具,一般加工定位孔,或者精度比较高的装配孔。PCD成型铰刀PCD成型刀,包含PCD成型铣刀,PCD成型铰刀,以及PCD成型钻头,孔的成型加工,越来越被机械加工领域的工程师们接受,因其缩短了加工节拍,又节约了刀具成本,同时PCD成型刀又能提高加工效率,在有色金属加工领域,尤其是变速箱,发动机等零件加工中,逐渐得到推广,PCD成型刀,也被称为孔加工刀具高度复合刀具,尤其在加工铝合金多阶梯孔,PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。

数控刀具在高性能、高精度的数控机床上应用,为取得稳定和良好的加工效率,一般对数控刀具从设计、制造和使用都提出了比普通刀具更高的要求。数控刀具和普通刀具的主要区别在以下几个方面。(1)高精度的制造质量为稳定加工出高精度的零件表面,因而对刀具(包括刀具零件)制造在精度、表面粗糙度、形位公差等方面提出了比普通刀具更严格的要求,特别是可转位刀具,为确保刀片刀尖(切削刃)在转位后尺寸的重复精度,刀体刀槽和定位零件等关键部位的尺寸和精度、表面粗糙度须严格给予保证,同时为便于刀具在对刀仪的对刀和尺寸测量,基面加工精度也应保证。(2)刀具结构的优化先进的刀具结构能**提高切削效率,如高速钢数控铣削刀具在结构上已较多采用波形刃和大螺旋角结构,硬质合金可转位刀具则采用了内冷却、刀片立装式、模块可换和可调式结构,而如内冷却结构,则是一般普通机床无法应用的。(3)刀具***材料的广泛应用为延长刀具使用寿命,提高刀具强度,很多数控刀具的刀体材料都采用了**度合金钢,并进行热处理(如氮化等表面处理),使其能适用于大切削用量,且刀具寿命也得以显着提高(普通刀具一般采用的是经过调质处理的中碳钢)。在刀具刃部材料上。PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。嘉兴刀具
涂层的非标刀具,具有表面硬度高、耐磨性好、化学性能稳定、耐热耐氧化、摩擦因数小和热导率低等特性。浙江机加工刀具加工
热装刀柄利用刀柄与刀具的热膨胀系数之差,来强力夹紧并有效操控刀具跳动,与弹簧夹头以及液胀刀柄相比,热缩刀柄动平衡和刚性都较好,标准化的操作运用成本低,在如今的高速加工中运用***。热装机是配合其运用的工具,但是很多人对它了解不多。刀柄热缩机有人也叫刀柄热胀仪,首要与热缩刀柄一同运用,经过加热刀柄增大刀柄孔径装入刀具,当刀柄冷却后,刀具就被夹持的原理,实现快速更换装刀。热缩机针对不同类型的热缩刀柄预设了对应的热缩参数。对刀柄进行加热时分,直接经过按键选择即可,无需自己输入。对一起能够选用新式的风冷设备和FKS04S水冷设备,加热后的刀柄进行冷却,满意不同的刀柄冷却需求。所以热缩机能够持续的进行能量输出,防止因为能量输入不受操控、过快地施加过多能量,导致刀架退火。也防止了不受操控的能量输入形成刀柄过热,刀柄的结构发生变化,导致刀柄后续加热过程将花费更长的时刻,乃至形成刀柄损坏,无法持续运用的情况。一起因为热缩机能够设置固定的参数,所以细长的刀柄也能够在安全的情况下毫无问题地收缩,不会忧虑过热。浙江机加工刀具加工