商机详情 -
江苏加工中心刀具
如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种高效长寿命刀具,能创造很高的经济效益,但如果使用方法不当,则会造成很大的浪费。虽然PCBN刀具材料的价格相对硬质合金及陶瓷刀具的价格还偏高,但均摊到每个工件上的刀具成本却低于其他材料刀具,采用先进切削加工工艺时,若将磨削机床等设备投资摊入生产成本,则PCBN刀具的使用会带来更大经济效益。对一般中小企业来说,精加工工序的磨削加工始终是制造过程的瓶颈,若购置性能好的车床,采用PCBN刀具,应用以车代磨等先进切削加工工艺,即可节省设备投资、提高生产率,又可**增加加工过程的柔性。另外,由于人员费用的增大及环境保护方面的要求,大力推广使用PCBN刀具,充分发挥其潜在效能,提高切削加工技术水平也是具有重要意义的。金刚石刀具具有硬度高,抗压强度高,导热性及耐磨性好等特点。江苏加工中心刀具
刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。合理刃磨和使用刀具,延长刀具的使用寿命,降低加工成本,提高劳动生产率,保证产品的质量至关重要。当一把刀具使用一定时间后,它的刀刃会因磨损而变钝,无法使用。经过重新刃磨以后,刀刃恢复了锐利,仍可继续使用。这样经过使用——磨损——刃磨几个循环以后,刀具切削部分变无法使用,完全报废了,刀具从刃磨开始一直磨损量达到磨损限度为止的总切削时间称为刀具寿命。刀具磨损会缩短刀具使用寿命,损坏工件表...首先、刀具材料刀具材料是决定刀具切削性能和使用寿命的根本因素,对于加工效率、加工质量、加工成本以及刀具耐用度影响很大。刀具材料越硬,其耐磨性越好,硬度越高,冲击韧性越低,材料越脆。硬度和韧性是一对矛盾,也是刀具材料所应克服的一个关键。对于石墨刀具,普通的TiAlN涂层可在选材上适当选择韧性相对较好一点的,也就是钴含量稍高一点的;对于金刚石涂层石墨刀具,可在选材上适当选择硬度相对较好一点的,也就是钴含量稍低一点的;这样可以延长刀具的使用寿命。上海切削刀具PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。

非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。
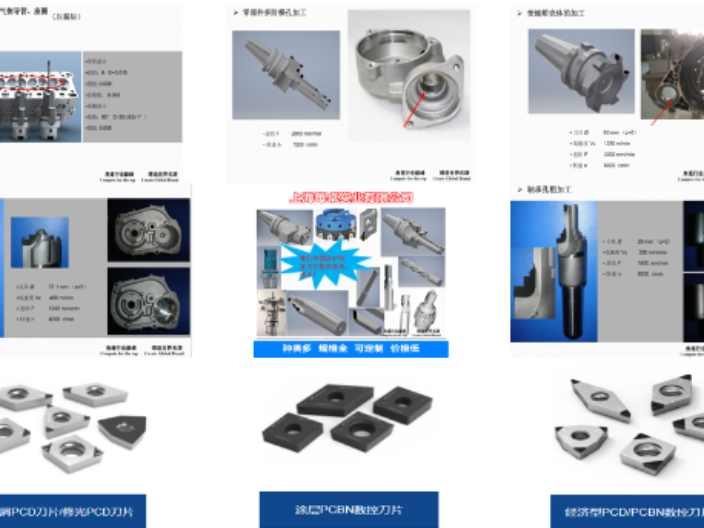
薄膜涂层刀具(1)薄膜涂层刀具是在刚性及高温特性好的集体材料上通过化学气相沉积法(CVD)沉积金刚石薄膜制成的刀具。由于SiN4系陶瓷、WC+Co系硬质合金以及金属W的热膨胀系与金刚石接近,制膜时产生的热应力小,因此可作为刀体的基体材料。WC+Co系硬质合金中,粘结相Co的存在易使金刚石薄膜与基体之间形成石墨而降低附着强度,在沉积前需进行预处理以消除Co的影响(一般通过酸腐蚀去Co)。(2)化学气相沉积法是采用一定的方法把含有C源的气体***,在极低的气体压强下,使碳原子在一定区域沉积下来,碳原子在凝聚、沉积过程中形成金刚石相。目前用于沉积金刚石的CVD法主要包括:微波、热灯丝、直流电弧喷射法等。(3)金刚石薄膜的优点是可应用于各种几何形状复杂的刀具,如带有切屑的刀片、端铣刀、铰刀及钻头;可以用来切削许多非金属材料,切削时切削力小、变形小、工作平稳、磨损慢、工件不易变形,适用于工件材质好、公差小的精加工。主要缺点是金刚石薄膜与基体的粘接力较差,金刚石薄膜刀具不具有重磨性。汽车零部件非标刀具排气管根部组合铣刀。

CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。非标刀具是指根据被加工工件实际情况而定制的刀具或刀片刀粒。江苏加工中心刀具
致力于为客户提供稳定品质的数控刀具。江苏加工中心刀具
复合材料相比于其它材料具有质量轻、强度高、耐高温、耐腐蚀等特性,成为航空航天领域的理想材料。随着航空航天复合材料的广泛应用,如何正确选择、合理使用刀具进行高效高质量切削加工是一个非常重要的问题。航空航天制造业广泛应用的刀具材料主要有硬质合金和PCD刀具材料,其中,PCD刀具材料所占比重越来越大,在当今的航空制造中两者成为航空航天业刀具发展中的主导刀具,应用范围相当。PCD刀具于1973年在美国开始应用。自汽车工业应用PCD刀具以来,PCD刀具在北美汽车工业中的使用量高速增长。美国汽车公司使用PCD刀具加工的主要对象是发动机的铝合金汽缸体。PCD刀具的应用涵盖汽车几乎所有铝合金零部件加工领域,包括阶梯复合刀具,铸铝及铝合金加工丝锥,各种高精度孔复合绞刀,复合钻头,大倍径钻头,高难度材料加工钻头等等。国内汽车企业如一汽大众,已使用PCD刀具加工汽车铝合金零部件(如汽车铝合金活塞、铝合金轮毂)。江苏加工中心刀具