商机详情 -
通常夹片螺母直销
生产过程:全环节工艺管控生产环节是质量落地的中心,需对关键工序进行监督或要求厂家提供过程记录:模具质量管控(批量定制必备)若需开模生产(如冲压夹片、注塑非金属夹片),需验证模具精度:模具材质(如选用Cr12MoV模具钢,确保耐磨性)、加工精度(如模具型腔公差≤±);首件试模:要求厂家提供“首件检测报告”,确认试模产品的尺寸、形状是否符合设计图纸,避免批量生产后返工。加工工艺标准化不同加工方式需明确工艺参数,避免人为误差:金属加工(如CNC铣削):明确切削速度、进给量(如不锈钢铣削速度80-120m/min),防止因加工参数不当导致表面粗糙或尺寸超差;热处理(如淬火、退火):若需提升强度,需明确热处理温度(如45#钢淬火温度840-860℃)与保温时间,避免硬度不足或变形。温州万胜紧固件有限公司是一家提供夹片螺母的公司。通常夹片螺母直销
304不锈钢含铬(Cr)18%、镍(Ni)8%,能抵御普通水汽、雨水、弱酸性环境(如日常油烟、冷凝水),但不耐高浓度盐雾(如海边)和强腐蚀(如化工溶液),是非极端环境下的高性价比选择,适用领域覆盖“民用、通用工业、轻度户外场景”。典型适用领域及场景:民用建筑与家居领域需求:防锈、适配室内外干燥/轻度潮湿环境,连接非承重或中低受力部件。典型应用:室内装修:石膏板吊顶龙骨固定、木质/金属衣柜层板连接件、厨房吊柜(非承重部位)的板材夹紧;户外轻度场景:阳台护栏(非沿海地区)的扶手与立柱连接件、庭院休闲桌椅的框架拼接、阳光房(玻璃与金属框架)的辅助固定。 质量夹片螺母功能夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,欢迎您来电我司。

螺纹加工滚丝工艺:滚丝是一种螺纹加工工艺,通过滚丝轮对已成型的螺母坯料进行挤压,使金属材料流动形成螺纹。滚丝加工出的螺纹表面粗糙度Ra≤μm,螺纹精度可达6H/6g级,能与标准螺栓实现良好的配合,确保在拧紧过程中无卡滞现象。同时,滚丝工艺能保证螺纹牙型完整,无断牙、缺牙等缺陷,提高了螺纹的强度和使用寿命。攻丝工艺:攻丝工艺适用于一些复杂孔位或对螺纹精度要求相对较低的情况。在攻丝过程中,需要精确把控攻丝深度,一般要求螺纹深度≥螺栓直径的倍,以确保螺栓与螺母之间有足够的啮合长度,从而提供可靠的紧固力。无论是滚丝还是攻丝,都要求螺纹孔与夹片的中心线同轴度≤,以避免螺栓在拧紧过程中出现倾斜,导致受力不均,影响连接的可靠性。
适配性:兼容多种型材/螺栓,场景灵活性高夹片螺母的设计高度适配工业中常用的“槽型结构”和标准螺栓,无需定制**连接件:型材适配:可匹配C型钢、U型钢、铝型材(如欧标4040铝型材)等常见槽型结构,夹片宽度可根据型材槽口尺寸调整(如5mm、8mm槽口);螺栓适配:内螺纹规格符合国标(GB)、德标(DIN)等标准(如M4、M6、M8),可直接搭配普通外六角螺栓、内六角螺栓使用,无需特殊定制螺栓;示例:同一型号的夹片螺母,可在不同厂家生产的同规格C型钢上通用。 温州万胜紧固件有公司致力于提供夹片螺母,竭诚为您。

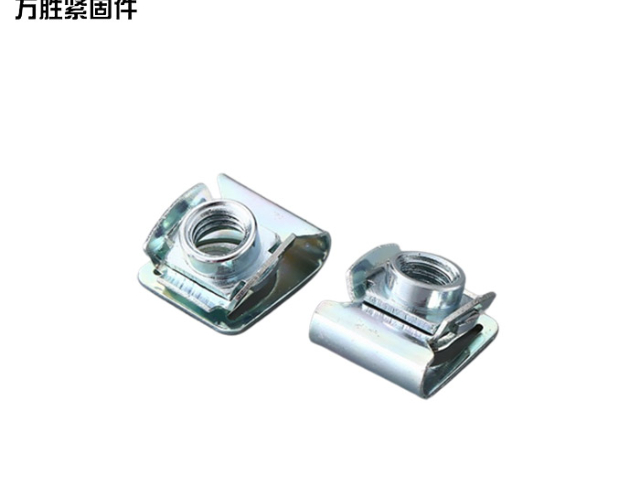
结构设计:自带“夹紧”功能,减少辅助配件夹片螺母的结构并非单一螺母体,而是“螺母+夹片”的集成设计,自带夹紧能力:夹片部分多为弹性金属片(如弹簧钢、不锈钢),卡入螺栓或型材后,夹片会通过自身弹性紧紧“抱住”连接对象,避免螺母在安装或使用中移位;部分夹片螺母还会设计防滑齿/凹槽(如针对铝型材的夹片螺母,内侧带齿),进一步增强与型材的摩擦力,防止振动导致的松动;优势:无需额外使用垫圈、弹垫等辅助配件,简化装配工序,同时减少配件丢失。 夹片螺母,就选温州万胜紧固件有限公司,用户的信赖之选,期待您的来电。质量夹片螺母功能
夹片螺母,就选温州万胜紧固件有限公司,有需要来到我司咨询。通常夹片螺母直销
设计阶段:规避结构与工艺定制产品的设计合理性直接影响使用安全性与耐用性,需重点关注:结构优化与模拟验证要求厂家通过软件(如SolidWorks、ANSYS)进行结构设计与力学模拟,提前规避缺陷:例如:夹片与螺母的连接部位需避免应力集中(可增加圆角过渡),防止受力断裂;夹片开口尺寸需匹配被固定工件厚度,避免过松(易脱落)或过紧(易变形)。工艺可行性评估设计方案需结合实际生产工艺(如冲压、CNC加工、注塑),避免“设计可行但生产难实现”的问题。例如:复杂异形结构需确认是否可通过分段加工或模具一体化成型,防止后续加工导致尺寸偏差。 通常夹片螺母直销