商机详情 -
等离子刀头铂铱电极采购管理
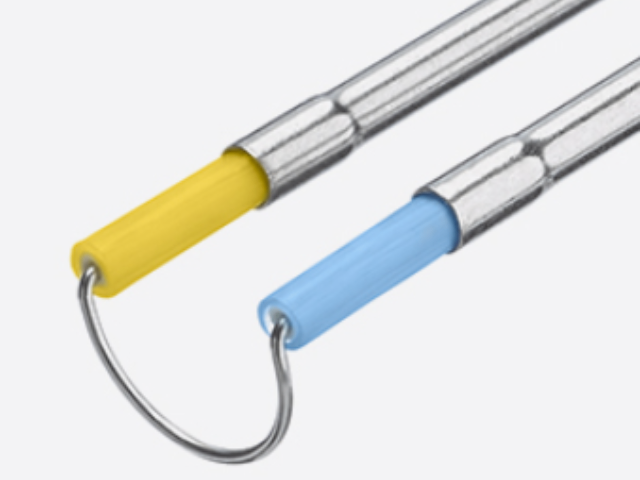
等离子手术系统的电气安全设计关系到医患双方的生命安全,是产品注册和临床使用的***红线。等离子刀手柄通常采用双极设计——工作电极(铂铱尖头处)和回路电极(杆状部或配套负极板)形成闭合回路,电流主要在两极之间流动,减少了对远端非目标组织的热损伤风险。但等离子放电本身的物理特性决定了其在局部区域的能量密度极高,若绝缘设计不当,高频电流可能沿着手柄内部的非目标通路泄漏到操作者手部或患者接触部位,造成意外灼伤。手柄内部的电气绝缘通常采用高介电强度材料(如聚醚醚酮PEEK、陶瓷或高性能硅胶),绝缘层厚度和介电强度需要满足IEC 60601-1(医用电气设备通用安全要求)中关于漏电流和介电强度的限值——对地漏电流不超过500μA(正常工作状态),外壳漏电流不超过100μA。此外,手柄连接器与主机之间的电气接口设计需要防止误连接(cross-connection)导致的系统失效。部分系统还配备了实时阻抗监测功能——当检测到手柄或电极的阻抗异常升高(提示绝缘破损或接触不良)时,系统自动切断输出并报警,这是防止电气安全事故的重要硬件保障。工程团队全程跟进,保障铂铱电极生产工艺稳定。等离子刀头铂铱电极采购管理
铂铱合金的精密加工涉及熔炼、拉丝、焊接和表面精加工等多个工序,每个环节的工艺控制都影响电极的性能和安全性。医用级铂铱合金的熔炼通常采用真空感应熔炼(VIM)工艺,在高真空和惰性气氛保护下进行,避免氧化夹杂和气体杂质(O、H、N)的引入——气体杂质含量过高会降低合金的延展性和耐疲劳性能。拉丝工序将锭坯逐步冷拉至电极所需的细丝直径(常见0.3mm至0.8mm),中间穿插退火处理以消除加工硬化、拉丝润滑剂残留也需要通过严格的清洗工艺去除。电极尖头处(放电工作区域)的加工精度要求高——尖头处的曲率半径、表面粗糙度和几何对称性直接影响等离子弧的稳定性和能量分布的均匀性。部分高级等离子刀电极采用电火花线切割(EDM)加工尖头处,确保极高的尺寸精度和光洁度。焊接方面,等离子刀手柄内部的电气连接通常采用银基焊料或激光焊接将铂铱丝与导线连接,焊点质量直接影响电路的可靠性和发热情况。加工全程需要执行严格的过程检验和环境控制,防止异物污染和交叉污染。耐高温铂铱电极等离子手术器械栢林电子深耕贵金属合金,铂铱电极制造经验丰富。

等离子刀铂铱电极的制造工艺涉及贵金属加工、精密焊接和医疗级组装等多个技术领域,工艺变更的控制是制造商质量管理体系中持续合规维护的重要组成部分。等离子刀电极的主要工艺变更场景包括:原材料供应商或牌号变更(铱含量调整、供应商更换)、加工工艺变更(拉丝道次变化、热处理参数优化、焊接设备升级)、尺寸规格变更(尖头处几何形状重新设计)、灭菌方式变更(从环氧乙烷改为高温高压或伽马辐照灭菌)以及生产场地变更。变更控制流程的第一步是影响评估——评估变更对产品安全性、有效性和注册技术文件的影响范围,区分重大变更和微小变更。重大变更通常需要补充注册申报(如向NMPA提交产品变更申请)或备案(如内部工艺验证证明等效性)。变更验证需要覆盖的测试项目通常包括:设计验证(尺寸和功能)、原材料和成品性能测试、灭菌验证(若涉及灭菌方式变更)、以及生物相容性重新评估(若材料或表面处理发生改变)。工艺变更的验证批次通常不少于3批,且验证数据应覆盖变更后的稳态生产条件,而非只验证变更过渡期的中间状态。
等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过大的正公差会导致消融效果超出预期范围(如打孔过大导致出血增加),过大的负公差则使消融效率低下甚至无法有效消融组织。对于可重复使用电极,尖头处的磨损消耗后尺寸会逐渐偏离初始规格,需要规定最大允许磨损量作为使用寿命的判断依据,临床上通常以消融效率明显下降(如消融时间延长50%以上)作为更换指征。医用铂铱电极焊接工艺精密,产品结构牢固。
等离子刀电极的电气使用寿命通常以"消融剂量"(以焦耳J或瓦特秒W·s计量)或"激发次数"来标称,准确评估额定使用寿命是产品设计和注册申报的重要内容。直接法是**诚实的评估方式——将电极样品在额定的最大功率条件下反复进行消融激发,直到性能衰减至规定阈值(如消融效率下降30%、维持电压增幅超过初始值20%、或尖头处直径变化超过初始值±10%),记录此时的累计消融剂量或激发次数。这种方法耗时长(可能需要数千次激发,耗时数周),但结果**为可靠。加速老化法通过提高消融功率(超规格功率100%至150%)来加速性能衰减,将加速后的失效数据用阿伦尼乌斯-惠特尼等模型换算至额定功率条件下的等效寿命,但加速因子的确定需要经过验证以确保加速失效模式与正常使用失效模式一致。使用寿命的批次验证应覆盖至少3个生产批次,以排除批次间差异对使用寿命评估的影响。对于一次性使用电极,制造商需要保证产品在标称有效期内(通常1至3年,以加速老化数据推算)的使用性能不低于出厂规格要求,因此货架寿命验证(加速老化+实时老化数据结合)是使用可靠性保证的组成部分。医用铂铱电极应用于临床等离子手术操作环节。等离子刀头铂铱电极采购管理
医用等离子电极刀铂铱电极符合医疗器材加工标准。等离子刀头铂铱电极采购管理
等离子刀电极的工作本质是在电极尖头处与组织之间建立可控的等离子体放电通道(等离子体鞘层),通过带电粒子碰撞产生的热效应实现组织消融或切割。这一过程涉及复杂的电学和热学耦合,对电极材料的放电特性有严苛要求。评价放电稳定性的重点指标包括:起弧电压(电弧引燃所需的~低电压,通常100V至300V之间)、维持电压(持续消融过程中的稳定电压)、以及电压波动幅度(稳定放电时电压的峰峰值,理想应控制在±10%以内)。铂铱合金的放电特性高度稳定——在额定的功率范围内,其起弧电压和维持电压几乎不随使用次数增加而漂移,保证了手术过程中能量输出的可重复性。电压波动过大会导致消融效果的忽强忽弱,影响外科医生对组织去除量的判断,甚至引发局部过度碳化。与钨电极相比,铂铱电极的二次电子发射特性使等离子鞘层的建立更为平稳,减少了弧光漂移(arc wandering)现象,有助于维持精确可控的消融轨迹。部分高级等离子手术系统在电极手柄内集成了电压和电流实时监测模块,通过闭环反馈控制进一步稳定能量输出。等离子刀头铂铱电极采购管理
汕尾市栢科金属表面处理有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的电子元器件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同汕尾市栢科金属表面处供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!