商机详情 -
金锡焊料汽车自动驾驶系统应用方案
热膨胀系数(CTE)的匹配程度是决定封装焊点热应力水平的**参数。当焊料与被连接材料的CTE差异较大时,在温度循环过程中焊点会承受***的热错配应力,加速疲劳失效。金锡共晶焊料的CTE约为15.9×10⁻⁶/K,这一数值介于常用封装基板材料(如氧化铝陶瓷:约7×10⁻⁶/K;氮化铝陶瓷:约4.5×10⁻⁶/K;硅:约3×10⁻⁶/K;铜:约17×10⁻⁶/K)之间。在芯片与基板之间的焊料层设计中,焊料的CTE与被连接材料之间总会存在一定差异,关键是通过合理的焊点几何设计和厚度控制来将热应力控制在焊料的疲劳极限以内。值得注意的是,金锡焊料较高的弹性模量(约68GPa)意味着在给定热应变下,其产生的热应力水平高于模量较低的焊料(如铟焊料)。因此,在CTE失配较大的界面(如硅芯片/铜基板),可能需要通过设计适当厚度的焊料层或采用缓冲层结构(如铜-钼-铜复合层)来降低焊点热应力水平,确保器件在规定温度循环范围内的可靠性满足要求。CTE匹配分析是精密封装设计的重要步骤,需要结合具体的材料体系和使用环境进行定量评估。20 人机加团队,负责金锡焊料精密加工工序。金锡焊料汽车自动驾驶系统应用方案
金锡合金的微观结构是其宏观性能的直接体现。在Au80Sn20共晶合金的凝固组织中,主要存在两种金属间化合物相:富金的ζ相(化学式Au5Sn)和等原子比的δ相(化学式AuSn)。这两种相在共晶凝固过程中协同析出,形成交替排列的层片状结构,层片间距通常在微米级别。ζ相(Au5Sn)具有六方晶体结构,硬度较高,是合金强度的主要来源之一;δ相(AuSn)具有斜方晶体结构,韧性相对较好,有助于缓解焊点在热循环过程中产生的应力集中。两相协同作用,使合金在强度与韧性之间取得较好的平衡。在焊接界面区域,金锡合金还可能与基板金属(如镍、铜或金镀层)发生反应,形成新的界面金属间化合物层。界面层的厚度和成分分布对焊点可靠性有重要影响,过厚或成分不均的界面层容易成为裂纹萌生的薄弱点。通过合理控制焊接温度、时间和基板表面处理工艺,可以将界面金属间化合物层控制在合理范围内,确保焊点的长期可靠性。深入理解金锡合金的微观组织特征,是优化焊接工艺和提升封装可靠性的科学基础。金锡焊料光纤激光器方案金锡焊料加工精度高,契合微型器件封装标准。
在金锡二元合金体系里,共晶点对应的成分约为80wt%Au-20wt%Sn(原子百分比约为73.5at%Au-26.5at%Sn),共晶温度为280°C。这一数据来源于大量实验测定与热力学数据库计算的综合结果,被冶金学界***认可。共晶合金的**特征在于其单一的熔化温度,即在280°C时由固态直接转变为液态,没有固液两相共存的"糊状区"。这一特性对焊接工艺而言意义重大:工程师能够精确控制焊接温度窗口,降低工艺设计难度,提升焊点质量的重复性与一致性。与具有宽熔程区间的非共晶合金相比,Au80Sn20在回流焊过程中润湿迅速、铺展均匀,焊点空洞率明显降低。从相图角度分析,当合金成分偏离共晶点时,熔点会随之升高,并出现固-液两相共存区间。因此,在实际生产中需严格控制原材料纯度与配比精度,确保合金成分落在共晶点附近的合理范围内,以充分发挥共晶成分的工艺优势。对于有特殊需求的应用场景,也可选择富金或富锡的非共晶成分以调节熔化温度,但需相应调整焊接工艺参数。正是深刻理解Au-Sn相图的热力学规律,才能在实际应用中做到精细控制、稳定生产。
随着新能源汽车、工业变频驱动和电网功率变换技术的快速发展,功率半导体器件(IGBT、SiCMOSFET、GaNHEMT等)的功率密度持续提升,对封装材料的热管理能力提出了越来越高的要求。在**功率电子封装中,金锡焊料的高导热和高可靠性特性得到了越来越多的关注。对于大功率SiC和GaN器件的封装,芯片在额定工作状态下的热流密度可超过500W/cm²,如此高的热流密度要求芯片贴装焊料具有极低的热阻和极高的连接可靠性。金锡焊料相对较高的热导率(约57W/m·K)和低空洞率焊点,能够有效降低芯片到基板的热阻,维持芯片结温在安全范围内。在***功率模块(如机载电源变换器、舰载变频驱动器)中,金锡焊料因其良好的耐高温和耐振动特性而被优先考虑。这些应用对焊点的热疲劳寿命要求远超消费电子,温度循环测试通常要求在更宽的温度范围(如-55°C至+150°C)内完成更多次数的循环(通常超过5000次),金锡焊料的优异抗蠕变特性和热疲劳寿命使其能够满足这类严苛要求。随着宽禁带半导体技术的成熟,金锡焊料在高性能功率电子封装领域的应用前景广阔。金锡焊料可用于雷达设备电子元器件封装焊接。
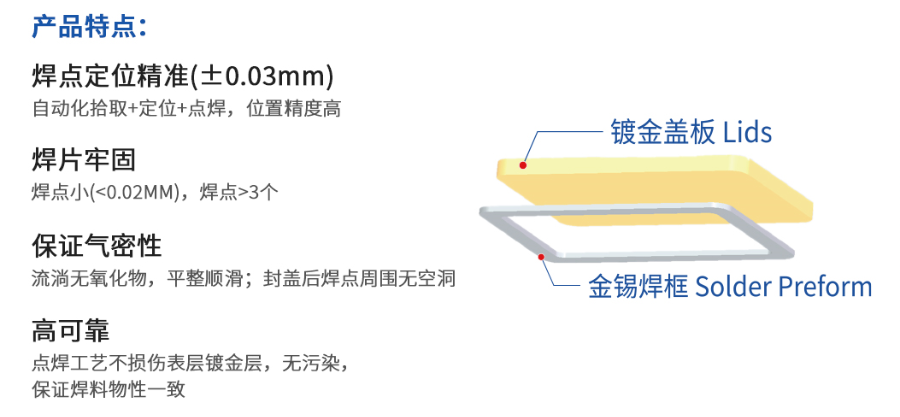
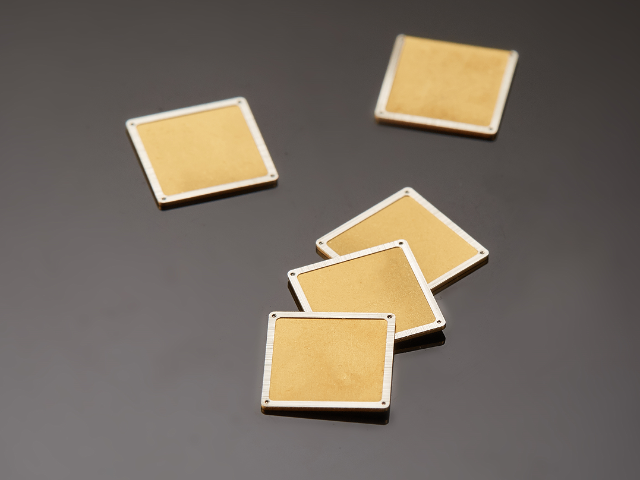
气密封接是指封装外壳与盖板之间达到气体不渗漏的密封连接,是气密封装器件实现内腔环境隔绝的关键工艺。金锡焊料是实现气密封接**常用的材料之一,其优良的润湿性和成膜均匀性使其能够在金属或镀金陶瓷表面形成连续、无孔隙的焊缝,满足气密性要求。气密封接的质量通常以氦质谱检漏仪测定的漏气率来评价,MIL-STD-883要求的气密等级分为细检漏(Fineleak)和粗检漏(Grossleak)两个层级。细检漏要求焊缝的漏气率低于1×10⁻⁸Pa·m³/s(氦气),这对焊缝的致密性和连续性提出了很高要求。金锡焊料在氮气保护或真空回流条件下,能够形成空洞率极低(通常低于5%)的焊缝,满足***气密封装的标准要求。影响金锡焊料气密封接质量的因素包括:基板和盖板的镀金质量(厚度、均匀性)、焊料预成型片的厚度和形状精度、回流焊接的温度曲线、焊接气氛(氮气纯度或真空度)以及夹持夹具的设计。通过优化上述工艺参数,并结合过程控制中的系统性检漏测试,可以确保气密封接质量稳定可靠,满足**和航天器件对长期环境适应性的严格要求。金锡焊料可承接批量定制,满足客户采购需求。金锡焊料光纤激光器方案
电镀工艺优化金锡焊料表面,提升焊接适配性。金锡焊料汽车自动驾驶系统应用方案
金锡焊料的表面状态对焊接质量具有直接影响。在金锡合金中,锡元素在空气中具有一定的氧化倾向,当暴露在潮湿或富氧环境中时,合金表面会逐渐形成SnO₂氧化薄膜。氧化膜的存在会阻碍润湿,影响焊料铺展,并可能在焊点内部引入夹杂物,降低焊接质量。为控制氧化风险,金锡焊料产品通常采用真空封装或充氮密封包装,避免在储存和运输过程中与潮湿空气接触。建议的储存条件为温度20~25°C、相对湿度40%以下的洁净干燥环境,避免与酸性或碱性气体共存。在实际使用前,若发现焊料表面有明显氧化变色,应进行适当的清洁处理后再投入使用。在焊接工艺方面,金锡焊料通常在氮气保护或真空环境下进行回流焊,以防止焊接过程中的氧化干扰。氮气浓度一般要求氧含量低于100ppm,真空回流则要求系统真空度优于10⁻²Pa。合理的储存管理与工艺气氛控制,是保障金锡焊料焊接质量稳定性的重要环节,也是精密电子封装生产线质量管理体系的组成部分。金锡焊料汽车自动驾驶系统应用方案
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!