商机详情 -
宿迁钻床数控系统定制
数控系统的工作原理:数控系统的工作原理基于数字化控制。在加工前,需先编制加工程序,确定工件的加工工序、所用刀具、切削速度、轮廓衔接点、起刀和收刀位置以及坐标原点等,按规定格式写出数控指令集。将指令集输入数控装置后,装置会进行译码、运算等处理,然后通过驱动电路放大信号,驱动伺服电机输出角位移及角速度,再经执行部件转换成工作台的直线位移,实现进给运动。同时,数控装置还会通过PLC控制强电部件,完成照明、冷却、排屑等辅助工作,从而有条不紊地指挥机床完成整个加工过程。南通磨床数控系统维修。宿迁钻床数控系统定制

数控系统推动医疗器械磨床发展医疗器械关乎生命健康,加工精度不容有失,数控系统为磨床发展注入强大动力。在骨科植入物磨削中,数控系统确保尺寸精度达±0.03mm,满足人体骨骼适配要求,降低排异风险。牙科器械磨削时,通过高速、高精度数控磨床,能打造出精细的牙钻、牙套等,提升***效果与患者舒适度。并且,数控系统的自动化操作减少人为干预,保障产品质量一致性,契合医疗器械严格的质量管控标准,助力医疗设备制造迈向精细化、上层化。宿迁玻璃加工数控系统连云港专机数控系统维修。
在航空航天行业的磨床加工中,数控系统是保障零部件高精度与高可靠性的**支撑。航空航天零部件往往面临极端工况,如高温、高压、高速旋转等,对加工精度的要求达到微米级甚至纳米级,数控系统凭借其精细的控制能力完美适配这一需求。以航空发动机涡轮叶片磨削为例,叶片型面复杂且承受巨大离心力,数控系统通过五轴联动技术,能驱动砂轮沿叶片三维曲面轨迹精确运动,使叶片型面轮廓度误差控制在,确保叶片在高速旋转时的空气动力学性能比较好。同时,系统可实时监测砂轮磨损状态,自动补偿进给量,保证批量叶片加工的一致性,废品率降低至。对于火箭发动机喷管喉部等耐热部件的磨削,数控系统能精细调控磨削参数,如砂轮转速、进给速度和磨削深度,避免因加工过程中的热变形影响零件尺寸精度,使喷管喉部的圆度误差小于,确保推进剂燃烧效率稳定。此外,在航天飞行器结构件如钛合金框架的磨削加工中,数控系统结合自适应控制算法,可根据材料硬度变化实时调整磨削力,既保证加工表面粗糙度达到μm,又能避免零件产生微裂纹,大幅提升结构件的疲劳寿命。未来,随着航空航天技术的发展,数控系统将与数字孪生、人工智能等技术深度融合,实现加工过程的全仿真模拟和智能优化。
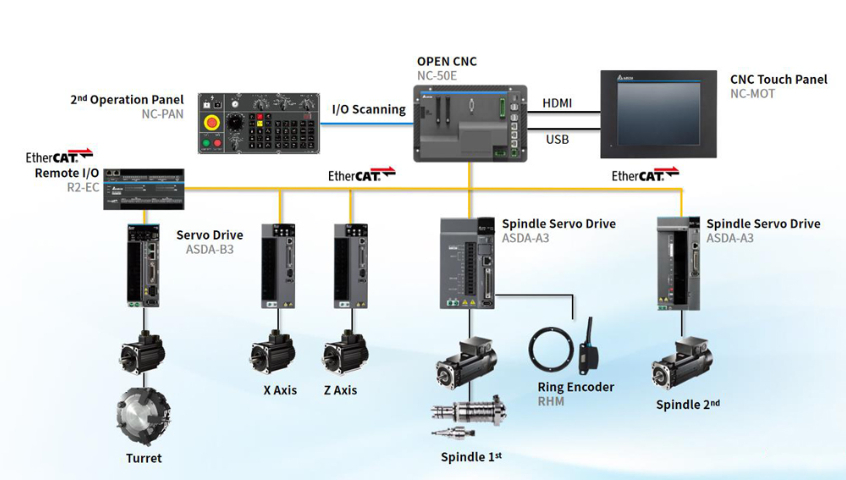
台达NC5数控系统在精密制造领域表现优越,拥有诸多特点。其运算性能大幅提升,采用新一代高运算力CPU与IEEE64位元浮点数,较前代性能提升7-8倍,能快速精细处理复杂加工数据,满足超精加工需求。具备细腻路径解析与预读设计,优化加工轨迹与速度规划,在支持ISO标准G码基础上,结合高次曲线分析拟合,实现精细路径优化,提高整体加工速度。同时,内置背隙、摩擦力等补偿能力,修正机构微缺点,保障加工精度。多通道控制功能强大,可同时控制较多4通道、32伺服轴与8主轴,单一通道支持16轴伺服驱动器,实现多程序同时加工、多工位工艺,一台控制器就能完成机械加工与机械手臂上下料,节省设备、人力与时间成本。在五轴加工方面,搭载RTCP刀尖动态补偿技术,保持刀具比较好切削状态,避免干涉,一次装夹完成五面加工,提升加工品质与效率。系统还内置先进CAD/CAM软件,集成建模、设计与加工功能,可创建复杂模型并自动生成刀具路径,提高生产效率与产品质量。此外,支持设备联网,通过VNC与FTP协议,可用移动装置远程操控或传输档案,还提供API函数库,便于对接智能产线平台。淮安复合材料数控系统维修。

数控系统的分类:数控系统可从多个角度分类。按运动轨迹可分为点位控制、直线控制和轮廓控制数控机床。点位控制只保证点-点位置精确;直线控制除位置控制外,还能控制速度和路线,但只能沿特定方向切削;轮廓控制可对2坐标或以上坐标轴进行控制,用于加工曲线和曲面。按伺服系统控制方式可分为开环、半闭环和全闭环控制。开环无位置反馈,精度较低;半闭环从驱动装置或丝杠引出位置采样点,精度介于开环和闭环之间;全闭环直接对运动部件实际位置检测,精度高但调试困难。按功能水平还可分为低、中、高数控系统。数控系统在门庭机的应用。连云港铝型材数控系统调试
五轴数控刀具磨床CAM销售。宿迁钻床数控系统定制
数控系统在橡胶机械零件磨床的应用橡胶机械零件需承受高温、高压与磨损,数控系统在橡胶机械零件磨床中发挥关键作用。磨削橡胶挤出机螺杆,数控系统精确控制螺纹精度,提高橡胶挤出效率与质量稳定性。加工硫化机模具等零件时,保证尺寸精度与表面质量,延长模具使用寿命。并且,数控系统可根据橡胶机械不同工作温度、压力等条件优化加工工艺,满足橡胶行业对高效、耐用机械零件的需求。数控系统和MES的简易对接,保留数据和统计功能。宿迁钻床数控系统定制