商机详情 -
哈尔滨磨损冷焊修补施工
矿山球磨机的进料口、出料口等部件,长期承受矿石的冲击和摩擦,易出现表面磨损减薄、局部破损等缺陷,导致矿石泄漏、进料出料不畅,影响球磨机的运行效率。冷焊修补技术可有效解决此类部件的磨损减薄问题,其施工过程简单,可在现场进行修复,无需大面积拆卸,降低修复难度和成本。修补前,需先停机,对进料口、出料口进行清理,去除表面的矿石碎屑、油污和铁锈,用砂轮对磨损减薄部位进行打磨,使待修补表面洁净、粗糙,便于修补材料与基体结合。根据部件的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的参数,对磨损减薄部位和破损部位进行修补,确保修补材料均匀填充,与基体结合紧密。对于破损较严重的部位,可采用分层修补的方式,确保修补层牢固可靠。修补完成后,对修补部位进行打磨、抛光,确保进料口、出料口表面光滑,不影响矿石的进出,同时对修补部位进行防腐处理,增强其抗磨损、抗腐蚀能力,延长部件的使用寿命修复层硬度高、耐磨耐腐蚀,可有效延长设备与模具的使用寿命。哈尔滨磨损冷焊修补施工
冷焊修补
矿山掘进设备的钻杆接头、钻铤等部件,长期承受钻压和扭矩,同时与岩层摩擦,易出现表面磨损减薄、螺纹磨损、接头松动等缺陷,影响掘进作业的正常进行,甚至导致钻杆断裂。冷焊修补技术可针对此类部件的磨损减薄问题进行有效修复,其施工便捷、修复速度快,可在现场完成修复,减少设备停机时间。修补前,需先拆卸受损的钻杆接头、钻铤,清理表面的岩屑、油污和铁锈,用砂纸对磨损减薄部位和螺纹进行打磨,去除表面的氧化层和疲劳层,使待修补表面露出新鲜的金属面。对于螺纹磨损的部位,需精细修补,恢复螺纹的尺寸和精度,确保接头能够正常连接。根据部件的材质,选择适配的冷焊修补材料,调整冷焊设备的参数,对磨损减薄部位进行分层修补,确保修补材料与基体结合紧密。修补完成后,对部件进行打磨、抛光,检查修补部位无缺陷后,方可安装使用,延长钻杆接头、钻铤的使用寿命,降低施工成本。杭州冶金设备冷焊修补磨损冷焊作业无明火,适合易燃易爆环境下安全维修。

抗渗透性能优异,防止介质泄漏固化后形成的交联结构具有极低的水蒸气透过率(<0.1g/m²·24h)和化学介质渗透率,可有效阻止腐蚀性介质渗透至基材表面。在地下管道修复中,配合玻璃纤维布增强,形成“复合材料防腐层”,其抗渗性能远超传统防腐涂料,降低了土壤中化学物质对管道的侵蚀风险。施工工艺简单,降低技能门槛无需专业焊接资质,普通维修人员经简单培训即可掌握施工流程。标准施工步骤需表面处理(除锈、除油)、材料混合、涂抹塑形、固化养护四步,大幅降低了对操作技能的依赖。某船舶修理厂采用该材料后,非专业人员也能完成甲板腐蚀修复,施工效率提升50%。
广谱材质兼容性,打破修复局限产品具备跨材质粘接能力,可同时适用于碳钢、不锈钢、铸铁、铝合金、混凝土、玻璃钢等多种基材。通过针对性调整树脂基体与固化剂配比,能匹配不同材质的热膨胀系数,避免因温度变化产生界面剥离。在某化工厂案例中,该材料成功实现PVC管道与碳钢法兰的异种材料连接,解决了传统焊接无法实现的复合结构修复难题,拓宽了设备维护的应用边界。耐化学腐蚀性,抵御复杂介质侵蚀材料配方中添加的特种耐腐蚀填料(如玻璃鳞片、陶瓷微珠)形成致密屏蔽层,可耐受pH值1-14的酸碱介质、有机溶剂及海水腐蚀。经国家材料测试中心检测,在80℃、30%硫酸溶液中浸泡1000小时后,重量损失率0.3%,远低于行业标准的1%。特别适用于化工反应釜、脱硫塔、污水管道等强腐蚀环境,其耐蚀性能与贝尔佐纳同类产品相当,且在局部磨损工况下表现更优。对于复杂形状的金属工件,冷焊修补可灵活填充各个破损部位,适配性强。
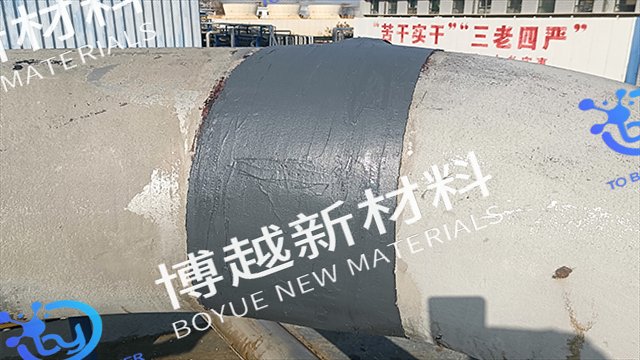
矿山设备中的管道、阀门等部件,长期输送矿石浆液、污水等介质,易出现内壁磨损减薄、腐蚀磨损等缺陷,导致管道泄漏、阀门密封不严等问题,影响矿山生产的正常进行。冷焊修补技术可有效解决此类部件的磨损减薄问题,其施工过程简单,可在现场进行修复,无需大面积拆卸管道、阀门,降低修复难度和成本。修补前,需先停止介质输送,对管道、阀门进行泄压、清理,去除内部的介质残留、油污和铁锈,用工具对磨损减薄部位进行打磨,使待修补表面洁净、粗糙,便于修补材料与基体结合。根据管道、阀门的材质,选择与基体匹配的冷焊修补材料,调整冷焊设备的相关参数,操作人员通过工具深入管道内部,对磨损减薄部位进行修补,确保修补材料均匀覆盖缺陷部位,填充密实。修补完成后,对修补部位进行打磨、抛光,确保管道内壁光滑,不影响介质输送,同时对修补部位进行防腐处理,增强其抗腐蚀能力,避免后续再次出现磨损减薄问题,保障管道、阀门的正常运行。冷焊技术环保无烟尘、无辐射,符合现代工业安全标准。邯郸污水处理冷焊修补上门服务
冷焊修补不受场地限制,户外、车间均可随时作业。哈尔滨磨损冷焊修补施工
在矿山生产过程中,输送机皮带轮、绞车滚筒等旋转部件,因长期与皮带、钢丝绳摩擦,极易出现表面磨损减薄,若不及时修复,会导致部件直径变小、传动效率下降,甚至引发皮带打滑、钢丝绳脱落等安全隐患。冷焊修补技术适配此类旋转部件的修复需求,其施工流程简便,可实现在线修复,无需拆卸设备主体,缩短了修复周期,减少停机损失。修补前,需先停机断电,对磨损减薄部位进行精细清理,采用溶剂去除表面油污,再通过喷砂处理去除氧化层和锈蚀,确保待修补表面洁净无杂质。针对不同材质的部件,选择对应的冷焊修补材料,例如碳钢材质的滚筒可选用碳钢类修补材料,不锈钢材质则选用不锈钢修补材料,避免因材料不匹配导致结合不良、电化学腐蚀等问题。修补过程中,操作人员需控制好冷焊设备的参数,确保修补材料均匀覆盖磨损部位,填充密实,无气孔、裂纹等缺陷。修补完成后,对修补部位进行硬度检测和外观检查,确认符合设备运行标准后,方可恢复设备运行,通过冷焊修补,可有效恢复旋转部件的尺寸精度,增强其耐磨性,降低后续维护成本。哈尔滨磨损冷焊修补施工
苏州博越新材料技术有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的精细化学品中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州博越新材料技术供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!