商机详情 -
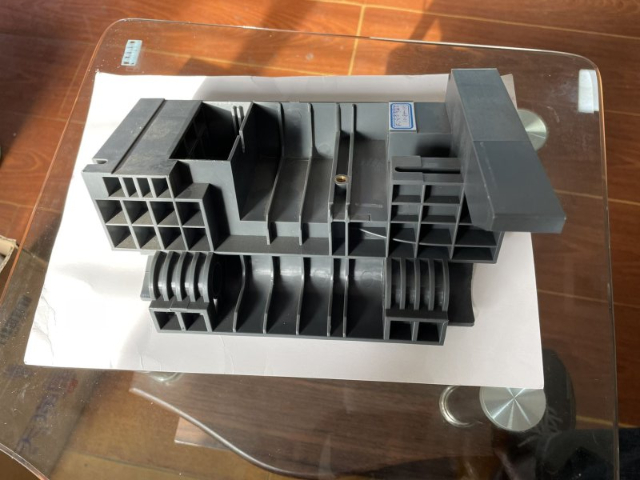
本地电机配件塑料外壳加工厂家
塑料注塑加工的常见缺陷有以下几种:一、外观缺陷缩水(缩痕)表现:制品表面出现局部凹陷,通常在厚壁处或远离浇口的区域较为明显。原因:塑料在冷却过程中,由于壁厚不均匀或保压不足,导致厚壁处的塑料收缩较大而形成凹陷。例如在生产一些塑料制品外壳时,较厚的部位容易出现缩水现象。解决方法:调整注塑工艺参数,如增加保压压力和时间、降低料筒温度等;优化产品设计,使壁厚尽量均匀。流痕表现:制品表面出现类似波浪状的痕迹,通常沿着流动方向分布。原因:塑料熔体在模具型腔中的流动不稳定,可能是由于注塑速度过快、温度过低或模具温度不均匀等原因引起。比如在高速注塑时,熔体流动速度不均匀就容易产生流痕。解决方法:降低注塑速度、提高料筒温度和模具温度,改善熔体流动性;调整浇口位置和大小,使熔体流动更加平稳。对于复杂样品,建议进行可行性分析,避免后续问题。本地电机配件塑料外壳加工厂家

塑料注塑加工过程中常见的问题多种多样,这些问题可能由多种因素引起,包括材料、模具、设备、工艺参数等。以下是一些常见的注塑加工问题及其原因分析:一、产品外观问题飞边(披锋):原因:模具分型面不紧密,锁模力不足,或模具型腔和型芯部分间隙过大,以及注塑压力、速度过高。解决措施:调整模具的锁模力,检查并修复模具分型面的配合精度,适当降低注塑压力和速度。表面缩痕:原因:注塑件在冷却过程中由于体积收缩,表面产生凹陷痕迹。解决措施:提高模具温度,延长冷却时间,增加保压时间和压力。气泡和空洞:原因:塑料原料中含有水分或挥发物,注塑时未完全排出;模具排气不良。解决措施:对原料进行充分干燥处理,改善模具排气系统。江苏橡塑塑胶零件塑料加工厂家模具制作过程中,精度控制至关重要,影响产品质量。
塑料注塑加工的工艺流程中都扮演着重要角色。然而,如果必须选择一个重要的步骤,那么模具设计与制造和注塑机操作与成型工艺控制可能更为关键。因为模具是制品成型的基础,其设计和制造质量直接影响到制品的精度和性能;而注塑机操作和成型工艺控制则是实现高质量注塑制品的关键手段,需要精确控制多个参数以确保制品的质量稳定。在实际生产中,这些步骤需要相互配合、协同作用,才能生产出符合要求的注塑制品。欢迎咨询杭州信南塑业。
强度不足表现:制品的机械强度低于设计要求,容易断裂或损坏。原因:原材料的性能不佳、注塑工艺参数不合理、制品存在缺陷等因素都可能导致强度不足。例如,使用低质量的塑料颗粒,或者注塑过程中温度过低、压力不足等,都会影响制品的强度。解决方法:选择合适的原材料,确保其具有良好的机械性能;优化注塑工艺参数,提高制品的密实度和强度;加强对制品的质量检测,及时发现和处理存在缺陷的产品。表面硬度低表现:制品表面容易被划伤或磨损,硬度低于设计要求。原因:原材料的硬度不够、注塑工艺参数不当、模具表面粗糙度高等因素都可能导致表面硬度低。例如,使用软质塑料或添加过多的增塑剂,会降低产品的表面硬度。解决方法:选择硬度较高的原材料;调整注塑工艺参数,如提高料筒温度、模具温度和注塑压力等,改善制品的结晶度和硬度;对模具进行抛光处理,降低表面粗糙度。注重环保和可持续发展,选择环保材料进行塑料制品代加工。

注塑机操作与成型工艺控制阶段:工艺参数调整:根据塑料的特性和产品的要求,合理设置注塑机的温度、压力、速度等工艺参数。稳定注塑机的工艺参数,避免波动过大导致产品质量不稳定。注塑过程监控:密切关注注塑过程中的塑料流动情况,确保塑料熔体能够均匀、稳定地填充模具型腔。定期检查注塑机的各项功能是否正常,如螺杆、料筒、喷嘴等部件的磨损情况。后处理与质量检测:阶段产品修整:对注塑成型后的产品进行修整和打磨,去除飞边、毛刺等外观缺陷。注意修整过程中的力度和角度,避免对产品造成二次损伤。质量检测:对成品进行多方面的质量检测,包括外观质量、尺寸精度、物理性能等方面。采用先进的检测设备和手段,确保检测结果的准确性和可靠性。模具制作完成后,需进行验收,确保满足生产需求。本地电机配件塑料开模加工厂家
模具磨损或设计不当可能导致产品尺寸偏差或结构问题。本地电机配件塑料外壳加工厂家
PP塑料加工件是指通过注塑、挤出、吹塑等工艺将聚丙烯(Polypropylene,简称PP)材料加工成各种形状和功能的塑料制品。PP塑料因其优良的物理性能、化学稳定性和加工性能,被广泛应用于包装、家电、汽车、建筑、医疗等多个领域。以下是对PP塑料加工件的详细介绍:一、PP塑料加工件的种类PP塑料加工件种类繁多,包括但不限于:注塑加工件:通过注塑机将PP熔体注入模具中,冷却固化后得到所需形状的塑料制品。如PP塑料盒、PP塑料桶、PP塑料托盘等。挤出加工件:利用挤出机将PP材料加热熔融后,通过模具挤出成型。如PP管材、PP板材、PP薄膜等。吹塑加工件:将PP材料制成管状坯料,通过吹塑模具将其吹胀成型。如PP中空容器、PP吹塑薄膜等。本地电机配件塑料外壳加工厂家