商机详情 -
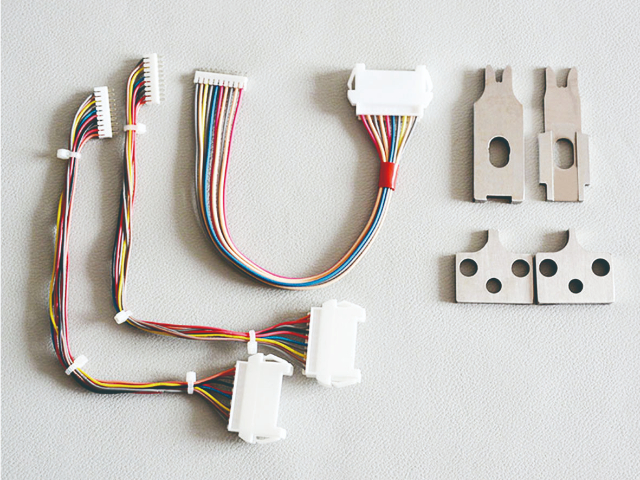
音频信号传输线束加工生产
线束加工连接导线与连接器是重点环节。压接较为常用,通过压接机依据导线与端子规格,调整压接压力等参数,使端子与导线紧密结合,接触电阻小且机械强度高。焊接连接如锡焊、超声波焊接,能提供更高电气可靠性与机械强度,但对工艺要求更高。组装过程中,将连接好的部件依设计组装成线束,用扎带、缠绕管整理捆扎,让线束整齐有序。再用绝缘胶带、热缩管对连接点与裸露导线包裹绝缘,恶劣环境下使用的线束,还会添加防护套管增强防护。严格的质检是保障。外观检查线束有无破损、连接是否牢固;电气性能测试包括导通、绝缘电阻、耐压测试;机械性能测试模拟实际受力,检测抗拉、耐弯曲性能。只有通过全部质检的线束,才能进入包装出厂环节,为各类设备稳定运行提供坚实保障。线束加工的沾锡按标准调锡炉至 300±20℃,芯线沾助焊剂后垂直入锡炉,迅速取出。音频信号传输线束加工生产
展望未来,随着 5G 技术、人工智能、物联网等新兴技术的不断发展和应用,电子设备的智能化、小型化、集成化趋势将愈发明显。这将进一步推动线束加工行业的技术创新和发展。未来的线束加工将更加注重高精度、高可靠性、高集成度以及智能化。企业需要不断加大技术研发投入,引进先进的设备和人才,提升自身的技术水平和创新能力。同时,加强与其他行业的融合与协作,共同探索新的应用领域和市场机会,为推动线束加工行业的持续发展注入新的动力。捷福欣电子线束加工的智能化发展线束加工的弯曲工艺要考虑线材硬度、韧性,控制弯曲半径防损坏。

线束加工原材料的选择至关重要。导线通常选用导电性佳、抗氧化强的铜材,依据电流传输大小和信号特性,确定线径粗细与导线类型,如传输大电流选粗线径,传输微弱信号则用屏蔽线。连接器要具备良好导电、机械强度与耐腐蚀性能,绝缘材料需有优异绝缘、耐温、耐磨特性,像聚氯乙烯(PVC)、交联聚乙烯(XLPE)便是常见之选。采购时严格筛选供应商,每批原材料都经外观、性能等多方面严格检测。导线裁剪与剥皮需精确操作。使用高精度裁线机,将导线按设计长度裁剪,误差控制极小。随后进行剥皮,精确控制剥线长度与力度,自动化剥线设备可确保剥线质量,为后续连接打好基础。
分装与组装工序的协同配合
分装是将压接好的电线按工艺要求插入护套内,为组装做准备。这一步需对不同规格的端子、护套有清晰认识,确保插入准确无误。组装则是将分装完成的小总成在图板上按回路走向拼接完成,如同搭建复杂的拼图。此过程中,要注意各部件的安装顺序与方向,确保线束布局合理、整齐。使用电动螺丝批等工具组装塑胶插头外壳时,需控制螺丝扭力,保证螺丝不露出胶壳表面且达到产品要求的紧固程度。分装与组装工序紧密协同,任何一个环节出错都可能导致线束整体结构错误,影响电气性能,只有精确配合,才能打造出符合设计要求的高质量线束产品。 线束加工中为确保铆压质量,还会进行拉力测量,通过拉扯被压着的端子与线材,切实保障产品质量。

线束加工-导线铆接是将不同颜色、规格的导线按照设计要求进行有序组合的关键步骤。工人需要依据设计图纸上的清晰标识,对导线进行精细配对。在铆接过程中,使用专业的铆接工具,施加适当的压力和力度,使导线之间实现牢固连接。铆接质量的好坏直接影响线束的导电性能和整体稳定性。如果铆接不牢固,会增加电阻,导致电流传输不畅,甚至可能在设备运行过程中出现断路现象。因此,在铆接后,通常会采用拉力测试等方法对铆接质量进行严格检验,确保每一处铆接都符合质量标准。依据产品的性能要求、空间限制以及使用条件等因素,专业人员运用 CAD 等设计软件,绘制线束加工图纸。深圳捷福欣线束加工的工艺改进
线束加工的压接端子需高精度压接机,端子与导线紧密相连,保障线束导电稳定。音频信号传输线束加工生产
新能源汽车以电力驱动为重点,其线束作为能量与信号传输的 “血管”,性能直接影响车辆安全性与续航能力。相较于传统汽车,新能源汽车线束需承受更高电压、更大电流,对加工工艺提出了更严苛的要求。设计阶段是重中之重。工程师需兼顾电池、电机、电控系统的复杂布局,同时考虑高压环境下的电磁兼容问题。例如,为避免高压线束对车内通信信号产生干扰,设计时需将高压线束与低压信号线束隔离布局,并采用屏蔽结构,确保信号传输的准确性。原材料选择上,新能源汽车线束更为考究。导线采用高纯度无氧铜,以降低电阻、减少电能损耗;绝缘材料需具备优异的耐高温、耐高压、阻燃性能,如氟橡胶、硅橡胶等,防止高温环境下绝缘层老化引发短路。连接器则要求具备防水、防尘、高插拔寿命的特性,确保在各种复杂工况下连接稳定可靠。音频信号传输线束加工生产