商机详情 -
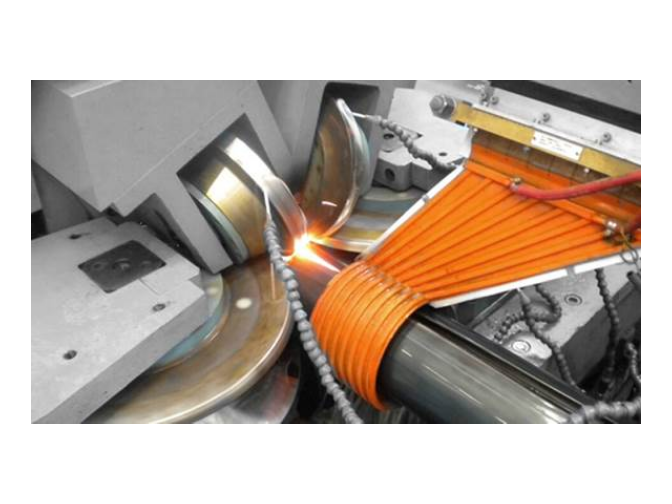
直缝焊管自动化线
低碳钢是管材生产中常用的材质,应用范围十分广,大规模低碳钢管材生产对焊接效率和稳定性要求很高,需要设备能长时间连续稳定运行,保证生产进度。Weldec 高频感应焊管作为久经考验的焊接解决方案,能稳定适配低碳钢管材的大规模生产,满足连续生产的需求。易孚迪感应设备(上海)有限公司的 Weldec 高频感应焊管,采用固态设计,设备稳定性好,耗损低,能适应长时间连续焊接生产,不容易出现故障,减少了停机维修的概率,保证生产进度不受影响。焊接速度快,比传统焊接方式效率更高,能提升单位时间的管材产量,帮助企业提升产能。易孚迪(ENRX)的高频焊管机具有加热速度快,焊接效率高,适合高产量的管材生产。直缝焊管自动化线

在金属管材生产流程中,焊接环节直接影响管材的整体质量与生产效率,传统焊接方式处理不同材质管材时,容易出现焊缝强度不足、成型不平整等问题,影响后续加工与使用。高中频感应焊管是行业内应用较广的焊接工艺方案,能适配多种金属管材的焊接加工,帮助生产企业提升管材焊接质量与生产效率。易孚迪感应设备(上海)有限公司推出的Weldac高中频感应焊管设备,属于高输出固态焊管机系列,经过长期市场应用验证,性能稳定可靠,可适配铝材、高强度钢、低碳钢和不锈钢等多种材质的管材焊接,满足不同行业对管材材质的多样化需求。法国Weldec中频感应焊管电源直缝焊管的市场前景与经济发展密切相关,随着经济的持续增长,市场需求将不断扩大。
高频感应焊管机的能耗明显低于传统电阻焊或火焰焊,其单位能耗通常为0.3-0.8千瓦时/公斤焊材,具体取决于管径、壁厚及材质。以焊接直径50mm、壁厚2mm的碳钢管为例,能耗约为0.5千瓦时/公斤,较电阻焊降低30%以上。能耗优化主要源于高频电源的高效转换和感应加热的精确控制。易孚迪的设备采用全固态高频电源,转换效率达90%以上,远高于传统电子管电源。其感应线圈设计紧密贴合管坯形状,减少磁场泄漏,提高能量利用率。此外,设备配备智能控制系统,可根据焊接速度和材料厚度自动调节功率输出,避免无效加热。冷却系统采用闭环水冷设计,进一步降低能耗。易孚迪作为ENRX集团在亚洲的研发中心,持续优化设备能效,其高频感应焊管机已通过国际能效认证,助力客户实现绿色生产。
不同材质的管材对焊接频率的要求不同,铝材需要较高的频率,厚壁钢材需要较低的频率,传统设备频率调整范围有限,不能覆盖多种材质的焊接需求,企业想要生产不同材质的管材,需要采购多台设备,增加了资金投入。Weldec 高频感应焊管频率范围在 60-500 千赫,调整范围大,能覆盖多种材质不同尺寸管材的焊接频率需求,一台设备就能适配多种材质管材的生产,帮助企业节省设备采购的资金投入,不需要占用太多厂房空间,适合想要生产多材质管材的企业。易孚迪感应设备(上海)有限公司的这款设备,一台设备就能满足多种生产需求,性价比更高,能帮助企业降低固定投入。易孚迪(ENRX)的Weldac 焊管机的维修和保养方便,减少停机时间和生产损失。

很多管材生产企业对焊缝的外观要求越来越高,后续不需要大量打磨就能达到使用要求,这样可以减少打磨工序的人力与时间投入,降低生产成本。Weldec 高频感应焊管焊接出来的焊缝均匀平整,毛刺少,后续打磨工作量小,能帮助企业节省后续加工的成本。易孚迪感应设备(上海)有限公司的这款设备,焊接热输入控制精确,焊接过程稳定,不会出现焊穿或者焊缝凸起过大的问题,焊缝成型美观,很多对外观要求高的管材,只需要简单处理就能进入下工序,提升了整体生产效率,降低了后续加工的成本,得到了很多生产企业的认可。易孚迪(ENRX)的高频焊管设备可实现高速和连续的生产,适应市场需求。挪威 Weldec中频感应焊管
易孚迪(ENRX)的Weldac 高频焊管设备操作简单,维护方便。直缝焊管自动化线
不同行业对管材的尺寸规格有不同要求,管材生产企业经常需要切换不同尺寸的管材生产,换型效率直接影响企业的接单能力,换型慢就会耽误生产进度,增加生产成本。Weldec 高频感应焊管针对换型场景做了专门优化,感应器换型只需几秒钟的时间,换型完成后频率会根据每一个管的尺寸自动调整,不需要人工反复调试,缩短了换型时间。易孚迪感应设备(上海)有限公司的这款设备,从设计上提升了多规格生产的灵活性,不管是固定尺寸大批量生产,还是多尺寸小批量生产,都能很好适配,帮助企业快速完成换产,承接更多不同规格的订单,提升整体生产收益。直缝焊管自动化线