商机详情 -
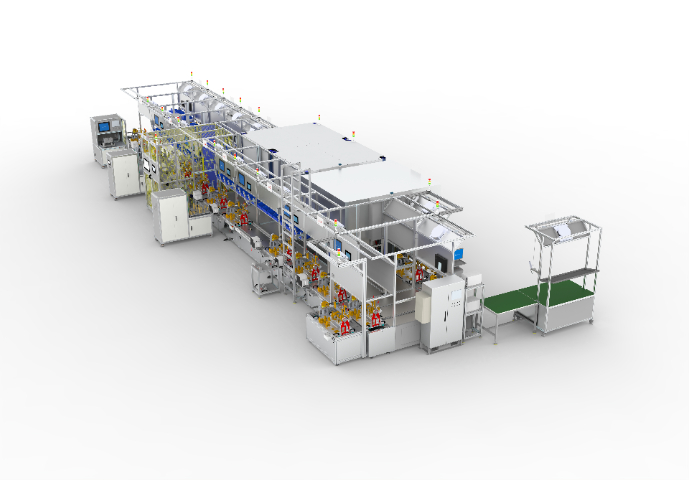
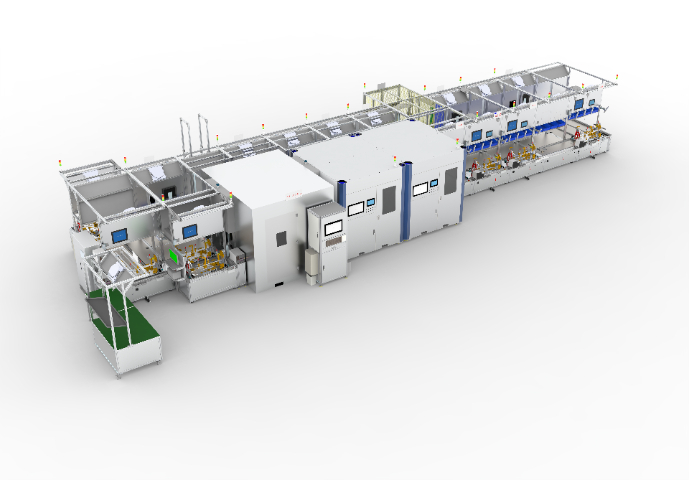
上海大型HVAC汽车空调智能装配检测产线
视觉引导机器人螺钉锁付是产线关键装配工序之一,融合高精度视觉识别与机器人准确操作技术。视觉系统采用 2000 万像素工业相机与远心镜头,配合环形 LED 光源消除反光干扰,可在 0.5 秒内完成螺钉孔位识别与坐标定位,定位精度达 ±0.05mm。机器人选用六轴协作机器人,末端搭载智能电批,具备扭矩闭环控制功能,扭矩调节范围覆盖 0.5-15N・m,精度控制在 ±5% 以内。锁付过程中,视觉系统实时追踪螺钉位置偏差,机器人根据反馈动态调整姿态,确保螺钉垂直入孔。系统内置防错机制,若检测到滑丝、漏锁或扭矩异常,立即触发声光报警并暂停作业,同时将数据上传至 MES 系统。该技术相比人工锁付,效率提升 3 倍以上,不良率从 1.2% 降至 0.15%。自动涂油 PID 恒温,非生产状态节能模式。上海大型HVAC汽车空调智能装配检测产线
MES 系统集成实现产线全流程数字化管控,构建 “人、机、料、法、环” 一体化管理平台。系统实时采集各工位设备运行数据、质量检测数据及物料流转信息,通过工业以太网传输至数据中心,传输延迟<100ms。生产计划模块可根据订单需求自动排产,动态调整各工位节拍,确保 CT 时间稳定<65S。质量追溯模块通过工件编码,可追溯从原材料入库到成品出厂的全生命周期数据,包括各工序操作人员、设备参数、检测结果等。设备管理模块对产线设备进行预测性维护,通过分析运行数据提前预警故障风险,将设备停机时间缩短至每月<2 小时。系统还支持移动端查询与审批,管理人员可实时掌握生产进度与质量状况,为决策提供数据支持。中山多版本HVAC汽车空调智能装配检测产线共同合作机器人螺钉锁付 “扭矩 + 角度” 双监控,预防虚假拧紧。

视觉引导机器人螺钉锁付系统的视觉处理单元采用高性能工业计算机,搭载图像加速芯片,可在毫秒级时间内完成复杂图像处理算法。系统具备自适应照明调节功能,根据工件表面反光特性自动调整光源亮度与色温,确保在金属、塑料等不同材质表面都能获得清晰图像。机器人运动控制系统采用先进的轨迹规划算法,可实现连续平滑的运动路径,减少加减速冲击对锁付精度的影响,重复定位精度达 ±0.02mm。智能电批内置高精度扭矩传感器,采样频率达 1kHz,能实时捕捉锁付过程中的扭矩变化曲线,通过分析曲线特征识别潜在的螺纹损伤问题。系统建立螺钉参数数据库,存储不同规格螺钉的锁付扭矩、转速等参数,切换产品时自动调用,无需人工调试,同时支持参数加密管理,防止未经授权的修改,确保锁付质量的一致性与稳定性。
气密性测试系统通过高精度检测确保空调无泄漏隐患,为新能源车空调安全运行保驾护航。系统采用差压法检测技术,配备进口高精度压力传感器,年漂移量≤0.1% FS,可检测低至 0.1ml/min 的泄漏率。测试工装采用四缸同步驱动快速夹紧机构,3 秒内完成空调总成的定位与密封,夹紧力均匀分布,避免工件变形。测试回路采用多通道设计,可同时检测蒸发器腔、冷凝器腔等多个腔体,每个通道可以单独控制压力(5-50kPa 可调)与保压时间。创新采用阶梯式升压策略与温度补偿算法,消除环境温度变化对检测结果的影响,确保测量准确性。系统自动计算泄漏率并与预设阈值对比,合格产品自动打印带二维码的测试报告,不合格产品标记缺陷类型并分流至返工区。测试管路采用路径设计优化并配备快速接头,减少容积影响与换型时间,配合自诊断功能,确保长期稳定运行。机器人螺钉锁付离线编程,多螺钉并行作业提效。
噪音测试工序构建专业声学环境,能够整体评估新能源车空调的静音性能。测试工位采用全封闭隔音舱设计,外层为钢板,中间填充高密度吸音棉,内层为穿孔吸音板,整体隔音量超 40dB,舱内背景噪音≤25dB (A),完全符合 ISO 3745 声学测试标准。舱内安装温度与湿度调节装置,将环境参数稳定控制在 25±1℃、40-60% RH,避免环境因素对测试结果的干扰。空调总成通过可调式特定工装固定,由伺服电机驱动模拟不同风速档位运行。舱内布置 6 个麦克风阵列,采用波束成形技术,可在 20Hz-20kHz 全频段内准确捕捉噪音信号,空间分辨率达 5mm,直观显示噪音源位置与强度分布。测试软件具备频谱分析与声品质评估功能,不*检测声压级数据,还分析噪音音色特性,贴合人体主观听觉感受。系统支持多工况模拟测试,全程<30 秒,为空调静音性能优化提供数据支撑。气密性测试进口传感器,年漂移≤0.1% FS。武汉检测HVAC汽车空调智能装配检测产线源头厂家
自动涂油系统油温控制 25±2℃,涂油量精度 ±0.01ml。上海大型HVAC汽车空调智能装配检测产线
自动涂油系统的油脂供给单元采用双缸切换设计,一个缸体工作时另一个缸体可进行补油,实现不间断生产。缸体采用不锈钢材质,内壁经过镜面抛光处理,减少油脂残留与污染风险,同时配备液位传感器实时监测油脂余量,当余量低于 20% 时自动发出补油提醒。涂油机器人的运动轴采用高精度滚珠丝杠与线性导轨组合,重复定位精度达 ±0.01mm,确保涂油轨迹的一致性。针对不同粘度的油脂(50-5000cP),系统可自动调整喷射压力与喷嘴开度,保证涂覆效果稳定。涂油完成后的检测模块采用激光厚度传感器,可非接触式测量涂层厚度,精度达 ±1μm,若发现厚度超出预设范围(5-30μm),立即触发报警并自动记录缺陷位置,便于后续工艺优化。设备维护采用模块化设计,关键部件如喷嘴、计量泵等可快速拆卸更换,平均维护时间<15 分钟,从而减少对生产的影响。上海大型HVAC汽车空调智能装配检测产线