商机详情 -
常州涡流探伤检测设备生产厂家
建立步骤(根据软件规格说明):①确定规则的个数.假如有n个条件.每个条件有两个取值(0,1),故有5种规则:②列出所有的条件桩和动作桩。③填入条件项。④填入动作项.等到初始判定表。⑤简化.合并相似规则(相同动作)。B. Beizer 指出了适合使用判定表设计测试用例的条件:①规格说明以判定表形式给出,或很容易转换成判定表。②条件的排列顺序不会也不影响执行哪些操作。③规则的排列顺序不会也不影响执行哪些操作。④每当某一规则的条件已经满足,并确定要执行的操作后,不必检验别的规则。⑤如果某一规则得到满足要执行多个操作,这些操作的执行顺序无关紧要。无损检测:在不破坏产品的前提下,检测其内部和表面的缺陷,保障产品质量。常州涡流探伤检测设备生产厂家

射线探伤RT,X射线探伤是应用较早、较普遍的无损检测方法之一。它的原理是依据X射线穿透物体后其衰减程度不同因而在底片上产生不同黑度的影像来识别物体中的缺陷,缺陷影像直观,易于对缺陷定位、定性和定量。适用于金属和非金属等各种材料。射线探伤与超声波检测相比,两者均能检测材料或工件的内部缺陷,而它主要检测体积型的缺陷,即工件成型后未经过压力加工变形,如铸件、焊缝、粉末冶金件等,普遍用于焊缝和铸件的检测,尤其是焊缝的检验。常州涡流探伤检测设备生产厂家各种检测:涵盖各类检测项目,为产品质量保驾护航。
然而,与人类视觉系统相比,视觉检测技术还存在许多挑战和限制。首先,由于图像中可能存在的噪声、光照变化、视角变化等因素的影响,图像的质量和稳定性会受到限制。其次,不同目标或特征可能具有不同的变化和复杂性,这对目标识别和分类的准确性和可靠性提出了更高的要求。此外,大规模的数据量和实时性要求也对视觉检测技术提出了挑战。因此,如何提高视觉检测的算法和技术的效率、准确性和稳定性,一直是该领域研究的关键问题。总结而言,视觉检测技术的原理是基于数字图像处理和模式识别方法,模拟人类视觉系统的功能,实现对图像或视频中目标、特征或行为的自动检测和分析。毋庸置疑,人工智能较终将彻底改变人类的生产生活方式。 比如在生产和制造领域,工业4.0革新更是会大展拳脚。
外径,是圆的直径,一些圆形的物品都是需要进行外径尺寸检测的,只是不同的用途对精度要求也不相同。游标卡尺、螺旋测微器等是人工测量常用的方法,为了方便使用,让读数更准确,还制造了数显的游标卡尺等。这类工具在在抽检时非常方便,但用在生产线上则要逊色一筹。生产线是自动化的加工过程,进行在线检测,才能更及时的了解轧制情况,及时做出调整。因此如果只是在使用时,测某个产品是否符合标准,或者是抽检用,采用游标卡尺等完全满足,但如果是生产线使用,还是在线测径仪更符合产线生产情况。检测可以及时发现潜在问题,有助于防范质量风险。

随着计算机技术、微电子技术以及大规模集成电路的发展,图像信息处理工作越来越多地借助硬件完成,如 DSP 芯片、专门使用的图像信号处理卡等。软件部分主要用来完成算法中并不成熟又较复杂或需不断完善改进的部分。这一方面提高了系统的实时性,同时又降低了系统的复杂度。当所需要识别的目标比较复杂时,就需要通过几个环节,从不同的侧面综合来实现。对目标进行识别提取的时候,首先是要考虑如何自动地将目标物从背景中分离出来。目标物提取的复杂性一般就在于目标物与非目标物的特征差异不是很大,在确定了目标提取方案后,就需要对目标特征进行增强。外径检测:对外部轮廓进行精确测量,确保零件尺寸符合设计要求,提高产品合格率。常州裂纹检测哪家好
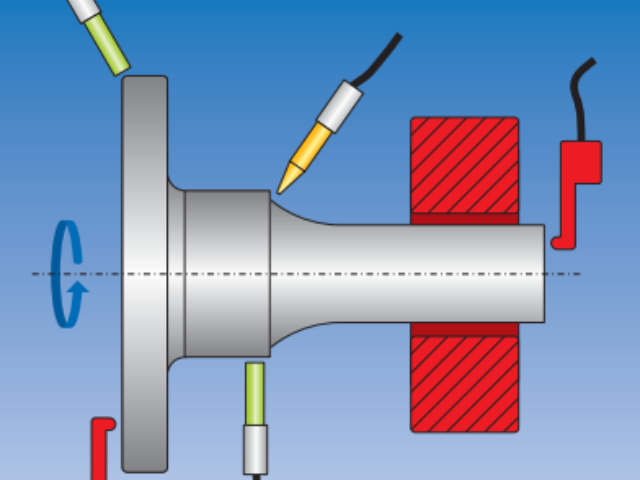
裂纹探伤技术可检测金属材料中裂纹的位置和尺寸。常州涡流探伤检测设备生产厂家
解决过程:1、工件定位检测器探测到物体已经运动至接近摄像系统的视野中心,向图像采集部分发送触发脉 冲,可分为连续触发和外部触发。2、图像采集部分按照事先设定的程序和延时,分别向摄像机和照明系统发出启动脉冲。3、摄像机停止目前的扫描,重新开始新的一帧扫描,或者摄像机在启动脉冲来到之前处于等待状态,启动脉冲到来后启动一帧扫描。4、摄像机开始新的一帧扫描之前打开曝光机构,曝光时间可以事先设定。5、另一个启动脉冲打开灯光照明,灯光的开启时间应该与摄像机的曝光时间匹配。常州涡流探伤检测设备生产厂家