商机详情 -
佛山市传动齿轮价格
正时齿轮是发动机配气机构的重心传动部件,主要作用是保证曲轴与凸轮轴的精细传动比,使气门开闭时间与活塞运动节奏严格匹配。其通常由曲轴齿轮、凸轮轴齿轮及中间齿轮(部分机型)组成,通过齿轮啮合传递动力。不同发动机的正时齿轮传动比固定,多数为 2:1,即曲轴旋转 2 圈,凸轮轴旋转 1 圈,对应活塞完成 4 个冲程(进气、压缩、做功、排气)时,气门完成一次完整开闭循环。齿轮材质多为铸铁或钢质,部分小型发动机采用尼龙材质以降低噪声。啮合时需保证齿侧间隙在规定范围(一般 0.05-0.2mm),间隙过大易产生冲击噪声,过小则可能因热胀冷缩卡滞,影响配气精度。齿轮在冶金设备中,耐高温适应恶劣环境。佛山市传动齿轮价格

斜齿轮的齿向与轴线呈螺旋状倾斜,这种结构使其啮合过程具有独特优势。与直齿轮相比,斜齿轮啮合时齿面接触线由短变长再变短,重叠系数可达 1.4~2.0(直齿轮通常<1.2),传动更平稳,冲击与噪声降低 30%~50%,尤其适合高速场景(转速>3000r/min)。其齿面为线接触而非点接触,接触应力分布更均匀(比直齿轮低 20%~30%),在相同材料下承载能力提升 40% 左右,例如模数 5mm 的 45 钢斜齿轮,额定扭矩可达直齿轮的 1.5 倍。但斜齿轮会产生轴向力,需搭配推力轴承平衡,这在减速器设计中需额外考虑轴承布局。青岛市传动齿轮生产齿轮精度等级影响传动平稳性,常用 7-8 级。

非标齿轮的加工因参数独特性面临多重挑战,需针对性制定工艺方案。无标准刀具时,需定制特用滚刀或插齿刀,刀具精度需比齿轮高 2 个等级(如加工 8 级齿轮用 6 级刀具),刃磨时需严格匹配非标齿形参数(如特殊压力角 25° 而非标准 20°)。对于非圆齿轮等复杂廓形,需采用五轴联动加工中心,通过展成法逐齿铣削,每齿加工时间可达标准齿轮的 5~10 倍,且需用三坐标测量机进行全齿廓扫描,确保与设计模型偏差≤0.01mm。批量较小时(如单件定制),3D 打印结合精密磨削成为高效方案,钛合金非标齿轮的打印密度可达 99.5% 以上,经磨削后精度达 7 级,适合航空航天领域小批量需求。
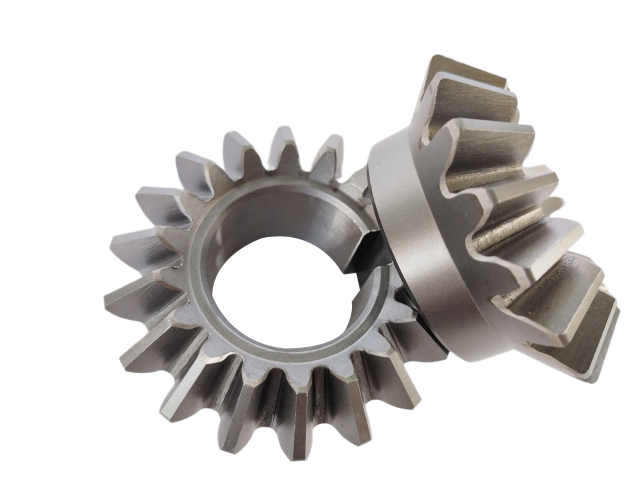
锥齿轮的精度参数与加工方式需匹配其结构特性,保证啮合质量。关键精度指标包括齿距累积误差(直齿≤0.03mm,螺旋齿≤0.02mm)、齿形误差(≤0.015mm)和接触斑点(沿齿长方向≥50%,沿齿高方向≥40%)。直齿锥齿轮可采用刨齿或铣齿加工,效率较高但精度多为 8~9 级;螺旋锥齿轮需用特用机床(如格里森机床)加工,通过展成法形成螺旋齿廓,精度可达 6~7 级,齿面粗糙度 Ra≤1.6μm。对于高精度场景(如航空发动机传动),需进行磨齿处理,使齿距误差控制在 0.005mm 以内,同时通过齿面修形补偿安装变形,确保接触区稳定。此外,锥齿轮的顶隙、侧隙需按传动需求精确计算,侧隙过小易卡滞,过大则冲击噪声增加。齿轮传动无弹性滑动,适合高精度传动场景。
平行轴齿轮是指两齿轮轴线相互平行的齿轮传动装置,是机械传动中较基础、应用较普遍的类型。其重心结构由主动齿轮和从动齿轮组成,通过轮齿啮合传递动力,传动时两齿轮转向相反。齿轮的基本参数包括模数、齿数、压力角等,模数决定齿轮尺寸和承载能力,齿数影响传动比(传动比等于从动齿轮齿数与主动齿轮齿数之比)。平行轴齿轮的啮合点位于两轴线所在平面内,齿面接触为线接触,传动过程中力的传递方向稳定。这种结构加工工艺成熟,装配简单,在各类机械中都能见到其身影,是实现平行轴间动力和运动传递的重心部件。齿轮传动可实现多轴联动,简化机械结构。青岛市传动齿轮生产
齿轮储存需防潮,避免齿面锈蚀影响啮合。佛山市传动齿轮价格
传动齿轮的重心参数决定其传动性能,主要包括模数、齿数、压力角和齿宽等。模数是表征齿轮尺寸的基本参数,模数越大,轮齿越粗壮,承载能力越强,常用模数范围为 0.1-50mm,需根据传递扭矩选择。齿数影响传动比(传动比 = 从动齿轮齿数 / 主动齿轮齿数)和齿轮尺寸,齿数越多,传动越平稳,但齿数过少(小于 17)易出现根切现象。压力角是齿廓在分度圆处的受力方向与运动方向的夹角,标准压力角为 20°,此角度下齿根强度和传动效率平衡。齿宽需与模数匹配(通常为模数的 8-15 倍),齿宽越大承载能力越强,但过宽易导致偏载,需配合轴向定位结构使用。佛山市传动齿轮价格