商机详情 -
杭州全自动木材烘干哪家好
根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:1.按木材树种特性分类针叶材基准:针叶材(如松木、杉木)密度较小、结构较疏松,水分传导快,可采用相对较高的温度和较低的湿度。示例:初始含水率30%-40%的松木(厚度20mm),基准可能为:预热阶段:温度40-50℃,相对湿度85%-90%,维持2-4小时;干燥阶段:逐步升温至60-70℃,湿度降至60%-70%,持续10-15小时;终期处理:温度50-55℃,湿度50%-60%,至含水率达10%-12%。阔叶材基准:阔叶材(如橡木、胡桃木、水曲柳)密度较大、结构致密(尤其是硬阔叶材),水分传导慢,需采用较低的初始温度和较高的湿度,避免开裂。示例:初始含水率40%-50%的橡木(厚度30mm),基准可能为:预热阶段:温度30-40℃,相对湿度90%-95%,维持4-6小时;干燥阶段:缓慢升温至50-60℃,湿度保持70%-80%,持续20-30小时;终期处理:温度55-60℃,湿度降至50%-60%,至含水率达12%-14%。木材烘干调试时,若出现木材表面硬化现象,需降低烘干温度并提高环境湿度。杭州全自动木材烘干哪家好

木材烘干基准(又称 “干燥基准”)是指木材在烘干过程中,温度、湿度、烘干时间、介质流速等参数随时间变化的规范曲线或操作标准。其**作用是通过科学控制烘干条件,在保证木材烘干质量(如避免开裂、变形、内应力过大)的前提下,尽可能提高烘干效率,使木材**终达到目标含水率(与使用环境的平衡含水率匹配)。木材烘干基准是烘干过程的 “导航系统”,其**逻辑是 “在效率与质量之间找平衡”—— 既要通过合理的温湿度控制避免木材开裂、变形,又要尽可能缩短时间以降低能耗。制定时需充分考虑木材的 “个性”(树种、厚度、初始状态)和 “目标”(用途、使用环境),并通过实践中对木材状态的观察(如表面是否开裂、含水率变化速率)动态优化,才能实现高效、高质量的烘干。真空木材干燥工厂直销人工窑干通过强制环境调控,可将木材含水率精确控制在 6%-10%,满足用途。

检查设备:多方面检查烘干窑的窑体、加热系统、通风系统、湿度控制系统、控制系统等设备是否正常运行,各部件有无损坏、松动或泄漏等情况。确保加热设备的管道、阀门无泄漏,风机转动灵活,传感器测量准确,控制系统功能完好。清理窑内:清洗烘干窑内的杂物、木屑和灰尘等易燃物,防止在烘干过程中引发火灾。同时,检查窑内轨道、推车等运输设备是否正常,确保木材进出窑顺畅。准备防护用品:操作人员应配备必要的个人防护用品,如耐高温手套、防护鞋、护目镜等,以防止烫伤、砸伤和其他可能的伤害。了解木材特性:明确待烘干木材的种类、规格、含水率以及干燥要求,根据木材的特性制定合理的烘干工艺参数,包括温度、湿度、烘干时间等。
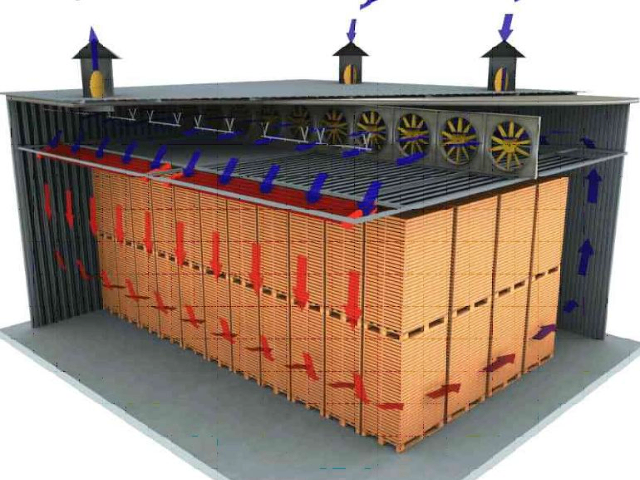
增加加湿设备运行开启专门的加湿设备,如喷雾加湿器、蒸汽加湿器等,向窑内喷入适量的水雾或蒸汽,增加窑内空气的湿度。检查加湿设备的工作状态,确保其正常运行,如喷头是否堵塞、蒸汽供应是否正常等。如有问题,及时进行维修或清理。调整通风系统适当减少通风量,降低窑内空气的流通速度,减少水分的散失。可以通过调节风机的转速或关闭部分通风口来实现。检查通风系统中是否有漏风现象,如有,应及时封堵漏洞,防止外界干燥空气进入窑内,影响湿度控制。利用木材自身水分若条件允许,可以在窑内放置一些含水率较高的木材或湿毛巾等物品,让其水分自然蒸发,增加窑内湿度。对于一些已经干燥到一定程度的木材,可以适当喷水后再放入烘干窑,利用其释放的水分来提高窑内湿度。但要注意控制喷水量,以免影响木材的干燥质量。木材烘干工艺需根据木材初始含水率确定预热时间,初始含水率高则适当延长预热阶段。
木材干燥工艺的标准化是保障木材干燥质量稳定性和行业健康发展的重要基础,建立完善的木材干燥工艺标准体系具有重要意义。目前,我国已制定了多项关于木材干燥的国家标准和行业标准,如《木材干燥工艺规程》《锯材干燥质量》等,这些标准对木材干燥的术语定义、干燥工艺参数、质量检测方法、验收标准等都做出了明确规定,为木材加工企业提供了科学的指导。企业在进行木材干燥时,需严格按照相关标准制定干燥工艺,确保干燥过程规范有序,干燥质量符合标准要求。同时,行业协会和科研机构也应加强对木材干燥标准的宣传和推广,组织企业开展标准培训,提高企业员工的标准意识和执行能力。此外,随着木材干燥技术的不断发展和创新,还需及时对相关标准进行修订和完善,使标准能够适应新技术、新工艺的发展需求,推动木材干燥行业朝着标准化、规范化的方向发展,提升整个行业的产品质量和竞争力。木材烘干基准依据木材密度和厚度设定。上海蒸汽加热木材烘干供应商
木材烘干调试前,需校准含水率检测仪器,确保数据准确,为参数调整提供依据。杭州全自动木材烘干哪家好
根据木材特性、厚度、用途的不同,烘干基准可分为多种类型,常见分类方式如下:木材厚度是影响基准的关键因素(厚度越大,水分从内部迁移到表面的距离越长,需更温和的条件):薄材(厚度<20mm):可采用较高的初始温度(50-60℃)和中等湿度(60%-70%),烘干周期较短(如10-20小时)。中厚材(20-50mm):初始温度需降低(40-50℃),湿度提高(70%-85%),烘干周期延长(20-40小时)。厚材(>50mm):初始温度更低(30-40℃),湿度更高(80%-90%),且需分阶段缓慢升温,周期可达40-72小时以上。杭州全自动木材烘干哪家好