商机详情 -
杭州微波木材干燥故障维修
在木材加工产业中,木材干燥的效率与成本控制密切相关,合理的干燥方式能为企业提升生产效益。传统的自然干燥方式虽然成本较低,但受自然环境影响较大,干燥周期长,且难以精确控制木材的含水率,尤其在阴雨天气或湿度较高的地区,还可能导致木材发霉变质,造成资源浪费。而现代人工干燥技术,如蒸汽干燥、热风干燥、真空干燥等,通过先进的设备和智能化控制系统,能够精细调节干燥参数,大幅缩短干燥周期。以蒸汽干燥为例,它通过向干燥窑内通入蒸汽来调节温度和湿度,可根据木材的干燥进度实时调整,一般情况下,对于常见的硬木,干燥周期可从自然干燥的数月缩短至数周,显著提高了生产效率。同时,科学的干燥工艺还能减少木材的损耗,降低企业的生产成本,提升产品的市场竞争力。人工窑干通过强制环境调控,可将木材含水率精确控制在 6%-10%,满足用途。杭州微波木材干燥故障维修
检查设备:多方面检查烘干窑的窑体、加热系统、通风系统、湿度控制系统、控制系统等设备是否正常运行,各部件有无损坏、松动或泄漏等情况。确保加热设备的管道、阀门无泄漏,风机转动灵活,传感器测量准确,控制系统功能完好。清理窑内:清洗烘干窑内的杂物、木屑和灰尘等易燃物,防止在烘干过程中引发火灾。同时,检查窑内轨道、推车等运输设备是否正常,确保木材进出窑顺畅。准备防护用品:操作人员应配备必要的个人防护用品,如耐高温手套、防护鞋、护目镜等,以防止烫伤、砸伤和其他可能的伤害。了解木材特性:明确待烘干木材的种类、规格、含水率以及干燥要求,根据木材的特性制定合理的烘干工艺参数,包括温度、湿度、烘干时间等。浙江炉气间接加热木材干燥故障维修微波 / 高频烘干设备利用分子振动生热,实现木材由内向外快速均匀干燥。

电加热烘干窑温度控制精确:采用电加热元件,通过智能温控系统能精确控制烘干窑内的温度,温度控制精度可达到 ±1℃。清洁环保:以电为能源,运行过程中无废气、废水、废渣排放,对环境无污染,符合环保要求。操作简单:自动化程度高,只需设置好烘干工艺参数,设备即可自动运行,无需复杂的操作流程。安全性能高:配备多重安全保护装置,如过载保护、漏电保护、超温保护等,确保设备安全运行。运行成本较高:电的价格相对较高,长期运行下来成本较大,不适合大规模、长时间的烘干作业。
烘干:这是木材烘干的重要阶段,根据木材的种类和含水率等因素,选择合适的烘干工艺参数。一般来说,烘干温度在 60 - 90℃之间,湿度控制在 30% - 60% RH 之间。在烘干过程中,要不断监测木材的含水率和烘干窑内的温度、湿度等参数,并根据实际情况进行调整。烘干时间根据木材的厚度和初始含水率而定,一般从几天到几周不等。调湿:当木材的含水率达到规定要求后,需要进行调湿处理。通过向烘干窑内通入适量的水蒸气,使木材表面的含水率略高于内部的含水率,从而消除木材内部的应力,提高木材的稳定性和加工性能。调湿温度一般在 50 - 70℃之间,湿度控制在 70% - 90% RH 之间,调湿时间为 12 - 24 小时。木材烘干调试时,若木材含水率下降过慢,需适当提高烘干温度或增大风速。

木材烘干过程通常分为3个阶段,各阶段的参数控制构成基准的**曲线:预热阶段:目的是使木材均匀受热,软化细胞壁,为水分蒸发做准备。控制:温度略高于环境温度(30-50℃),高湿度(85%-95%),时间根据厚度而定(薄材1-2小时,厚材4-6小时)。等速干燥阶段:木材表面水分蒸发速度与内部水分迁移速度基本平衡,是水分蒸发**快的阶段。控制:逐步提高温度(每2-4小时升温5-10℃),湿度适当降低(70%-80%),避免表面过度干燥。降速干燥阶段:木材内部水分迁移速度落后于表面蒸发速度,需严格控制湿度,防止表面硬化或开裂。控制:缓慢升温至最高温度(阔叶材通常≤70℃,针叶材可≤80℃),湿度降至50%-60%,并根据木材应力情况(如是否出现微裂)调整。木材烘干调试时,若出现木材表面硬化现象,需降低烘干温度并提高环境湿度。真空木材干燥含水率
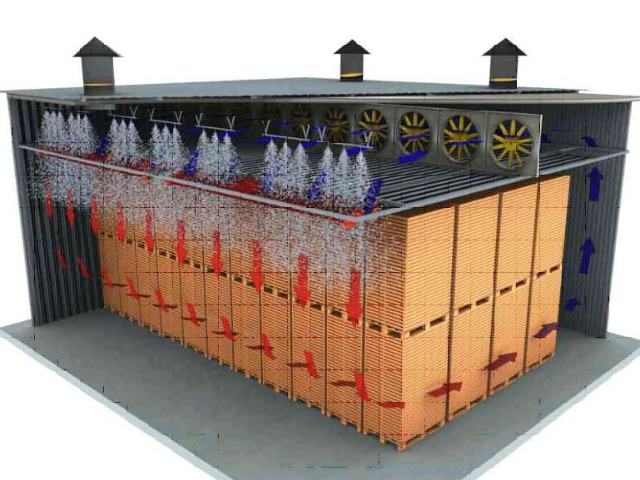
木材烘干设备的烘干舱需采用保温材料制作,减少热量散失,降低能耗。杭州微波木材干燥故障维修
干燥阶段升温与降湿:温度逐渐升高至 50 - 70℃,相对湿度根据木材干燥程度逐渐降低至 30% - 60%。对于含水率较高的木材,初期湿度可控制在 50% - 60%,随着干燥进行,逐渐降低至 30% - 40%。干燥速度控制:干燥速度不宜过快,以免木材内部应力过大导致开裂、变形。一般根据木材种类和厚度,控制每天含水率下降 1% - 3%。例如,厚度为 20 - 30mm 的普通硬木,每天含水率下降 1.5% - 2% 较为合适。监测与调整:定期监测木材的含水率和窑内的温湿度,根据实际情况调整加热和通风设备,确保干燥过程稳定进行。杭州微波木材干燥故障维修