商机详情 -
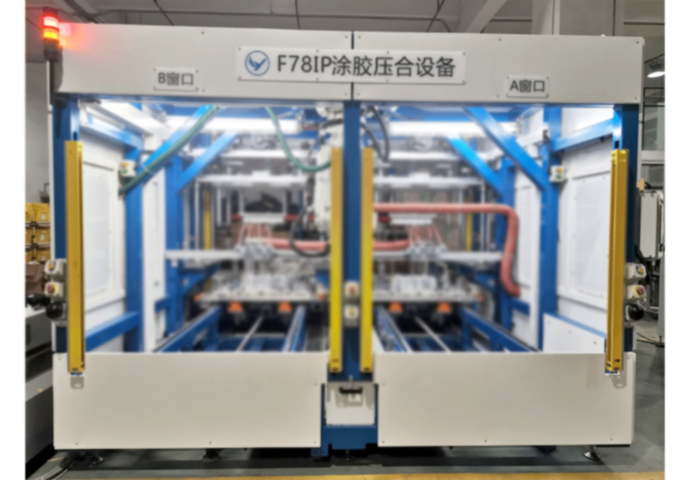
汽车内外饰涂胶设备生产厂家
涂胶设备的红外保温系统配备 “故障自诊断” 功能,可实时监测保温模块的运行状态,快速定位故障点,减少设备停机维修时间。系统的 6 个温度传感器既采集温度数据,还监测传感器自身的工作状态(如是否断线、是否漂移);红外加热套、加热带、微型加热器均配备电流传感器,监测加热模块的工作电流(如加热套正常电流 1.8-2.2A),当电流为 0(断路)或电流异常高(如 3A,短路)时,系统立即判定模块故障,并在人机界面显示故障位置(如 “胶桶加热套断路”)与故障原因(如 “加热丝损坏”),同时推荐维修方案(如 “更换型号为 HT-500 的加热套”)。系统还存储常见故障的维修手册(含拆解步骤、零件型号、注意事项),操作人员可直接查看,无需翻阅纸质文档。以某设备的红外保温故障为例,系统提示 “管路加热带短路”,操作人员根据提示查看电流数据(显示 3.5A),拆解加热带后发现是绝缘层破损导致短路,更换加热带(型号 HT-20)后只 20 分钟设备恢复正常;若采用传统故障排查方式,需逐一检测 6 个温度传感器与 3 个加热模块,耗时约 2 小时。故障自诊断功能使红外保温系统的平均维修时间(MTTR)从 2 小时缩短至 30 分钟,设备可用性(Availability)从 90% 提升至 96%。涂胶设备胶线径可小至 2mm,可满足汽车内饰件精细部位的 PUR 涂胶需求。汽车内外饰涂胶设备生产厂家
涂胶设备的伺服压合机构配备 “压力 - 位移监控” 功能,可实时监测压合过程中内饰件的位移变化,判断是否存在压合过度或压合不足,进一步保障粘接质量。机构在压头处安装位移传感器(量程 0-50mm,精度 ±0.01mm),压合过程中同步采集压力与位移数据,形成 “压力 - 位移曲线”:正常压合时,曲线应呈现 “压力上升 - 平台稳定 - 压力下降” 的趋势,且位移量应在设定范围内(如某内饰件压合位移设定为 2±0.1mm);若位移量小于 1.8mm(压合不足),说明粘接面未充分接触,可能导致剥离力不足;若位移量大于 2.2mm(压合过度),说明内饰件可能变形或夹具定位偏差。当检测到异常时,系统立即停止压合,发出报警并显示异常原因,操作人员可排查夹具是否松动、内饰件是否变形,待问题解决后重新启动。系统还可存储 “压力 - 位移曲线”,与标准曲线对比,分析压合过程的稳定性。深圳内外饰涂胶设备涂胶设备线胶速度可根据汽车内饰件材质,在 250-400mm/s 间灵活调整。
涂胶设备的伺服压合系统具备 “分段压合” 功能,可根据汽车内饰件的结构特点(如局部凸起、薄壁区域)调整压合压力与速度,避免局部压伤或粘接不实。分段压合通过将压合面分为多个单独控制区域(如门板压合分为边缘区、中间区、凸起区 3 个区域),每个区域配备单独的压力传感器与伺服电机,实现不同区域的压力单独调节。例如汽车门板边缘区为薄壁结构(厚度 1mm),压合压力设为 60N,速度 10mm/s;中间区为实心结构(厚度 3mm),压力设为 120N,速度 20mm/s;凸起区(如门板扶手凸起)为软质 PU 包覆,压力设为 50N,速度 8mm/s。压合过程中,系统实时监测各区域的压力反馈,若某区域压力超过设定值(如边缘区压力突增至 80N),立即降低该区域的伺服电机输出力,确保压力稳定在安全范围。
涂胶设备的红外保温系统采用 “分区单独控温” 设计,可根据 PUR 热熔胶在不同输送阶段的温度需求,单独调整各区域的保温温度,确保胶水从胶桶到喷嘴的全链路粘度稳定。系统将保温区域分为 3 个单独单元:胶桶保温单元(目标温度 90±2℃)、输胶管路前段保温单元(目标温度 95±2℃,靠近胶桶端)、输胶管路后段与喷嘴保温单元(目标温度 100±1℃,靠近喷嘴端)。每个单元配备单独的加热模块(加热套、加热带)与温度传感器,可单独设定温度与功率:例如胶桶内胶水需较低温度(90℃)防止早期固化,输胶管路需稍高温度(95℃)补偿管路散热,喷嘴需XXXXXXXXXXXXXXXXXXXXX温度(100℃)确保胶水喷出时粘度合适。分区控温避免了传统整体控温导致的 “胶桶温度过高、喷嘴温度过低” 问题 —— 传统整体控温设为 95℃时,胶桶温度 95℃(易固化),喷嘴温度 92℃(粘度偏高);分区控温后,胶桶 90℃、喷嘴 100℃,胶水粘度稳定在 1800±50mPa・s。伺服压合压力精度达 ±0.1N,涂胶设备确保汽车内饰件 PUR 粘接压力均匀。

涂胶设备的双工位交叉单独工作台采用 “防错定位” 设计,通过多种传感器确保汽车内饰件在夹具上的定位准确,避免因定位偏差导致的涂胶偏移或压合不良。定位系统包含 3 种传感器:一是光电传感器(检测内饰件是否放置到位,避免漏放);二是激光位移传感器(测量内饰件的 X、Y、Z 轴坐标,定位精度 ±0.05mm,判断是否偏移);三是视觉传感器(识别内饰件上的定位孔或特征点,确保方向正确,避免放反)。当内饰件放置到夹具上后,传感器依次进行检测:若光电传感器未检测到内饰件(漏放),系统禁止启动涂胶,提示 “请放置内饰件”;若激光位移传感器检测到坐标偏差 > 0.1mm(偏移),系统提示 “定位偏移,请调整”;若视觉传感器识别到内饰件方向错误(放反),系统提示 “方向错误,请翻转”。只有当所有传感器检测合格后,系统才允许启动后续工序(涂胶、压合)。设备胶量检测系统实时监测,杜绝汽车内饰件 PUR 热熔胶涂胶过量或不足。汽车内外饰涂胶设备生产厂家
汽车内饰件涂胶设备出胶重量精度误差 5%,确保 PUR 热熔胶涂胶量准确。汽车内外饰涂胶设备生产厂家
涂胶设备的 RobotStudio 离线编程功能支持 “多机器人协同编程”,可适配汽车内饰件大型复杂结构(如 MPV 的整体仪表板、SUV 的全景天窗框架)的涂胶需求,提升涂胶效率。当内饰件尺寸较大(如长度 1.8m、宽度 1.2m)或胶线路径过长(如总长 15m),单台机器人涂胶时间超过 45 秒(CT 时间上限)时,可采用 2 台或 3 台机器人协同涂胶:通过 RobotStudio 在虚拟环境中划分涂胶区域,设定机器人的运动轨迹与动作时序(避免协同过程中碰撞),同时匹配各机器人的涂胶参数(如 1 号机器人线胶速度 350mm/s、胶线径 5mm,2 号机器人线胶速度 320mm/s、胶线径 4mm)。编程完成后,通过以太网将程序分别上传至各机器人控制器,协同涂胶时,主机器人(1 号)通过 Profinet 总线向从机器人(2 号)发送同步信号,确保两台机器人同时启动涂胶、同时完成涂胶,总涂胶时间从单机器人的 55 秒缩短至 30 秒,满足 CT 时间 < 45S 的需求。汽车内外饰涂胶设备生产厂家