商机详情 -
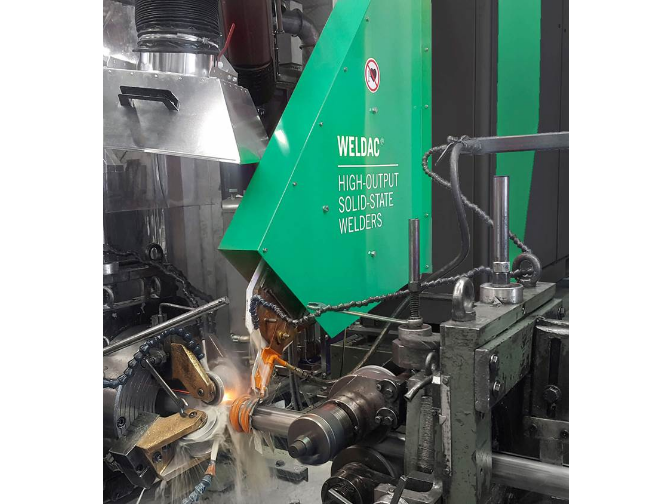
方钢高频焊管机
食品加工领域用到的不锈钢管材,要求焊缝没有缝隙,不容易滋生细菌,方便清洁消毒,所以对焊缝的成型质量要求很高,Weldec 高频感应焊管能满足这类管材的焊接要求,焊接精确,不会对不锈钢材质造成过多的热损伤,焊缝的抗腐蚀性能符合要求,能满足食品加工行业的相关标准,帮助生产企业顺利通过相关检测,拿到供应资质,拓展更大的市场。Weldac 是适用于焊接铝材、高强度钢、低碳钢和不锈钢的久经考验的解决方案。Weldac 是我们的高输出固态焊管机系列。Weldac 系列有多种功率;从 50 千瓦到 2200 千瓦,频率范围为 60-500 千赫。感应器换型只需几秒钟的时间,频率会根据每一个管的尺寸自动调整。易孚迪(ENRX)的Weldac 高频焊管设备操作简单,维护方便。方钢高频焊管机
高频感应焊管机的焊接速度因材质、管径及厚度而异,通常可达每分钟10-200米。例如,薄壁碳钢管(壁厚1-3mm)焊接速度可达150-200米/分钟,而厚壁不锈钢管(壁厚5-10mm)速度可能降至10-30米/分钟。速度提升的关键在于高频电源的功率密度和感应线圈的设计。易孚迪的设备采用先进的IGBT逆变技术和SiC电源技术,可将工频电转换为高频电流,减少能量损耗,提高加热效率。同时,其感应线圈采用水冷铜管设计,优化磁场分布,确保管坯边缘均匀加热。此外,焊接速度还受挤压辊压力和冷却系统影响,过快可能导致焊缝未熔合,过慢则增加氧化风险。易孚迪通过仿真软件和现场测试,为客户提供好的工艺参数,确保速度与质量的平衡。作为ENRX集团在中国的企业,公司持续研发高效焊接技术,满足全球客户对产能的需求。镀锌管高频焊管机直缝焊管机可以通过调整焊接参数来控制焊接质量。
高频感应焊管机可处理多种金属材质,包括碳钢、不锈钢、合金钢、铜及铝等。碳钢因其高导电性和低成本,是高频焊接最常见的材料,适用于建筑、机械制造等领域。不锈钢因耐腐蚀性要求,高频焊接需精确控制加热温度,避免晶间腐蚀,易孚迪的设备通过优化线圈设计和功率调节,可确保焊缝质量。合金钢因添加铬、钼等元素,焊接时需考虑热裂纹风险,高频感应技术可通过快速加热减少热应力。铜和铝等有色金属导电性高,焊接时需调整频率和功率密度,防止过热或焊缝不牢。易孚迪的设备通过模块化设计,可适配不同材质的焊接需求,其高频电源和感应线圈可根据材料特性定制,确保焊接效率与质量。公司作为ENRX集团在亚洲的重要基地,提供从设计到售后的全流程服务,助力客户实现高效生产。
小直径薄壁管材焊接对频率要求较高,频率不合适容易出现过烧,导致管材变形,影响外观与尺寸精度,高中频感应焊管频率覆盖范围大,能满足小直径薄壁管材的焊接需求。易孚迪感应设备(上海)有限公司的高中频感应焊管设备,频率范围为 60-500 千赫,能覆盖不同规格管材对频率的需求,生产小直径薄壁管材的时候,会自动匹配较高的焊接频率,快速完成焊接,减少热量向管壁扩散,避免管材变形,保证管材的尺寸精度,不管是大直径厚壁管还是小直径薄壁管都能适配。高频焊管是一种高效、可靠的管材制造技术,广泛应用于各个领域。

厚壁大直径管材焊接需要足够的功率输出才能保证熔透深度,焊缝强度才能达标,很多小功率设备无法满足厚壁管的焊接需求,容易出现焊缝未熔透的质量问题。Weldec 高频感应焊管功率可以达到 2200 千瓦,能满足厚壁大直径管材的焊接功率需求,保证足够的熔透深度,让焊缝强度符合使用要求。易孚迪感应设备(上海)有限公司的高功率型号设备,输出稳定,就算是大厚度管材焊接也能保持稳定的热输入,焊接质量均匀,不会出现焊缝局部未熔合的问题。能生产大直径厚壁管材,帮助企业拓展产品品类,承接更高要求的订单,提升企业的市场竞争力。易孚迪(ENRX)的高频焊管设备适用于低碳钢、不锈钢、镀锌、铝合金等管材和型材的生产。中频ERW 感应焊管电源
易孚迪(ENRX)的Weldac 高频焊管设备具有加热速度快,减少了管材的变形风险。方钢高频焊管机
焊接环节的能耗占管材生产总能耗的比例很高,降低焊接能耗就能有效降低管材生产的综合成本,提升企业的利润空间。Weldec 高频感应焊管作为固态高频感应焊接设备,能源利用率比传统焊接设备更高,能有效降低焊接能耗,帮助企业控制生产成本。易孚迪感应设备(上海)有限公司优化了设备的感应线圈与电路设计,减少了无用的功率损耗,把更多能源用到焊接加热上,进一步提升了能源利用率。长期使用下来,节省的电力成本十分可观,能帮助企业提升生产的整体利润,符合现在绿色节能生产的发展方向。方钢高频焊管机