-

 广州密封罐管法兰专机公司
发布时间:2026.02.08
广州密封罐管法兰专机公司
发布时间:2026.02.08
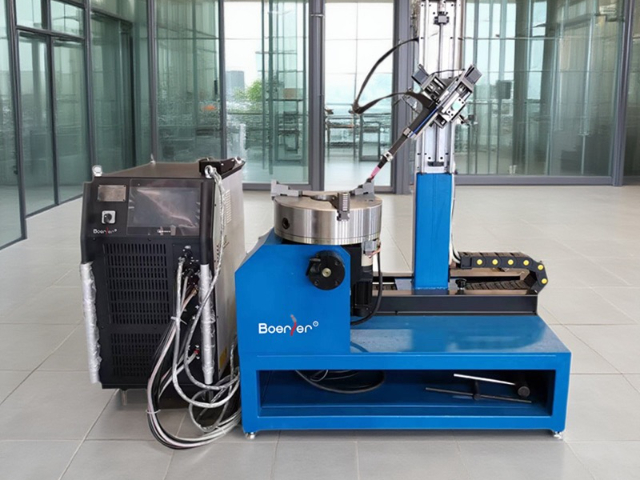
全自动管法兰焊接机为管道连接领域的高阶自动化解决方案。其优势在于能够实现管道-法兰组对件的全位置(平、横、立、仰)自动焊接,通过高精度伺服电机驱动焊枪,配合工件变位机的协同运动,使焊枪始终处于理想焊接...
-
 江苏便携式智能管焊机生产商
发布时间:2026.02.07
江苏便携式智能管焊机生产商
发布时间:2026.02.07
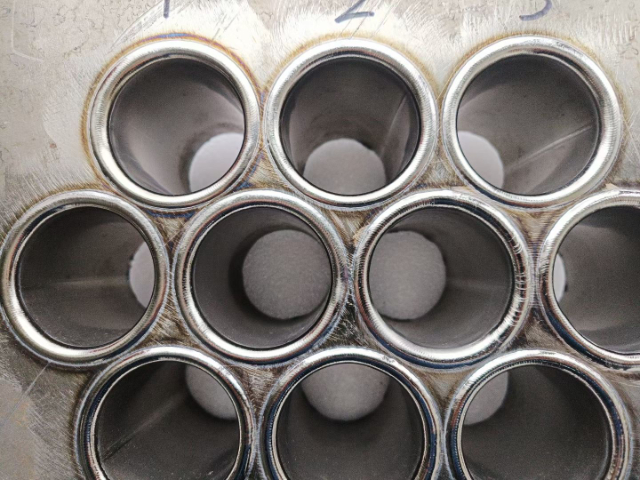
在复杂结构的换热设备中,管板并非总是垂直于地面,存在斜管板或管子与管板呈非90度夹角的情况。传统专机难以适应这种多角度变化。搭载高性能六轴工业机器人的自动管板焊接系统,凭借其极高的空间运动灵活性和重复...
-
 广州直管管法兰专机公司
发布时间:2026.02.07
广州直管管法兰专机公司
发布时间:2026.02.07
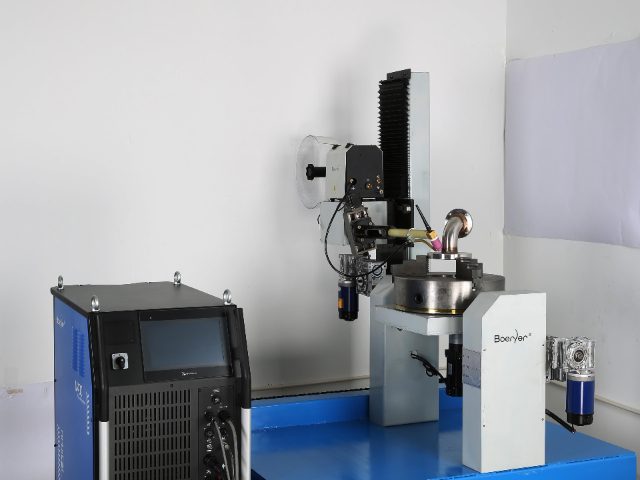
焊接质量的在于对熔池的精确控制。本专机采用电弧传感与高速视觉传感的融合技术,构建了熔池的“数字孪生”实时监控系统。电弧传感通过分析焊接电流和电压的细微波动,间接获取熔池振荡频率、弧长变化等信息,判断熔...
-
 陕西接管管法兰专机价格
发布时间:2026.02.06
陕西接管管法兰专机价格
发布时间:2026.02.06
为实现焊接质量的可追溯性与数字化管理,本专机内置了强大的数据采集与记录系统。系统以不低于100Hz的采样频率,全程同步记录焊接过程中的所有关键参数,包括各轴运动位置与速度、焊接电流电压的真实波形、送丝...
-
 山东天然气管道管板焊接机配件
发布时间:2026.02.05
山东天然气管道管板焊接机配件
发布时间:2026.02.05
在长时间的自动化焊接过程中,焊枪喷嘴内壁会逐渐积累飞溅物,影响保护气流场;导电嘴可能因磨损或粘附物导致送丝不畅;MIG/MAG焊时焊丝端部可能形成球状需修剪。为此,全自动设备集成了自动清焊炬剪丝站(A...
-
 全位置焊接机租赁
发布时间:2026.02.04
全位置焊接机租赁
发布时间:2026.02.04
套管焊接机针对石油套管、结构柱套管、换热器管板接头等场景中套管与基管间的环形角焊缝或对接焊缝而优化。其在于灵活的位置适应性。通过可调式机架与高性能变位机协同,设备可轻松配置成立式焊接站(套管竖直)或卧...
-
 江苏智能不锈钢管焊接机教学
发布时间:2026.02.04
江苏智能不锈钢管焊接机教学
发布时间:2026.02.04
在受严格监管的行业,设备本身及其生产流程必须符合法规要求。卫生管道焊接专机从设计阶段就遵循FDA 21 CFR Part 11(电子记录)、欧盟GMP Annex 11以及3-A卫生标准等。设备与管道...
-
 淄博管弯头管法兰专机焊接电源
发布时间:2026.02.03
淄博管弯头管法兰专机焊接电源
发布时间:2026.02.03
该专机针对石油化工、电站建设中管道全位置(5G水平固定、6G倾斜固定)焊接的严苛要求,内置了强大的自适应焊接系统。系统在于其位置识别与参数动态匹配功能。通过高精度编码器实时获取焊枪相对于管道圆周的位置...
-
 陕西智能全自动管法兰专机报价
发布时间:2026.02.02
陕西智能全自动管法兰专机报价
发布时间:2026.02.02
双相不锈钢、超级奥氏体不锈钢、镍基合金等高合金材料,其焊缝金属对氮、氧等间隙元素极为敏感,微量污染即可导致韧性下降、耐蚀性劣化或产生脆性相。常规的氩气保护在车间流动空气中难以做到隔绝。为此,本专机提供...
-
 苏州博壁管管焊机生产商
发布时间:2026.02.01
苏州博壁管管焊机生产商
发布时间:2026.02.01
为追求效率,全自动管板焊接机常采用多工位或双机头设计。例如,在一个回转工作台上安装多个管板夹具,当一个工位在焊接时,另一个工位可进行工件的装卸,实现焊接与上下料的并行作业,消除等待时间。或者,采用两个...
-
 苏州高压管管焊机源头厂家
发布时间:2026.02.01
苏州高压管管焊机源头厂家
发布时间:2026.02.01
火电厂换热器为追求高效紧凑,管间距设计得非常小,有时中心距比管径大几毫米。这给焊枪的进入和摆动带来了极大挑战。焊枪进行了紧凑化设计:采用细长化的焊炬体,直径可能小于20mm;气体喷嘴设计为修长的锥形或...
-
 广东管伸出管板焊接机厂家直销
发布时间:2026.01.31
广东管伸出管板焊接机厂家直销
发布时间:2026.01.31
脉冲焊接通过周期性切换高峰值电流(脉冲期)和低基值电流(维弧期),实现对热输入的精确调配。在全位置焊接中,这一技术价值巨大。在脉冲期,集中的高能量实现熔深;在维弧期,熔池得以冷却和稍微收缩,便于控制其...
-
 便携式管焊机自动焊厂家
发布时间:2026.01.31
便携式管焊机自动焊厂家
发布时间:2026.01.31
火电厂换热器管板接头在高温下长期服役,承受持续的蠕变载荷。其长期稳定性(通常要求设计寿命20万小时以上)不*取决于材料本身,更取决于焊接接头的蠕变性能。专机所采用的焊接工艺,必须经过详尽的焊接工艺评定...
-
 无锡电站换热器焊接机推荐
发布时间:2026.01.30
无锡电站换热器焊接机推荐
发布时间:2026.01.30
金属波纹管广泛应用于仪表、阀门、密封、膨胀节等领域,其制造是将薄壁管坯通过焊接制成环形或管状构件。纵缝焊接是将长条带材卷圆后对接成型,对焊缝的直线度、密封性和疲劳强度要求极高。环缝焊接则用于连接波纹管...
-
 广东制药行业焊接机如何更换钨棒
发布时间:2026.01.30
广东制药行业焊接机如何更换钨棒
发布时间:2026.01.30
即使实现了光亮焊,焊接接头区域的内壁粗糙度(Ra值)仍可能略高于经过抛光的母材管。为了达到超高的卫生标准(如Ra ≤ 0.5 μm),部分专机集成了焊后内壁处理模块。电解抛光(EP)是通过电化学方法选...
-
 淄博排水管管法兰专机焊接技巧
发布时间:2026.01.30
淄博排水管管法兰专机焊接技巧
发布时间:2026.01.30
针对厚壁管道焊接中打底要求熔透均匀、填充要求高效快速的矛盾需求,本专机创新采用脉冲协同双送丝技术。该系统配备两套的送丝机与送丝软管,但共享一个特制焊枪。在管道根焊(打底)阶段,采用前丝进行冷丝或热丝T...
-
山东不锈钢圆管焊接机调试电流
发布时间:2026.01.30
高速旋转电弧技术是针对薄壁管,特别是小直径薄壁管对接焊的性方案。其原理是将钨极或熔化极(焊丝)作为电极,在电机驱动下围绕自身轴线高速旋转(转速可达3000-10000转/分钟)。旋转的电弧不再是一个静...
-
江苏碳钢油管法兰专机焊机
发布时间:2026.01.29
该机构在传统六轴机器人末端增加三自由度主动柔顺单元,包含轴向±10mm浮动、径向±8mm摆动和法向±5mm自适应三个补偿维度。通过六维力传感器实时检测焊接过程中焊枪与工件的接触力,当检测到因法兰组对错...
-
 广东航空航天焊接机
发布时间:2026.01.29
广东航空航天焊接机
发布时间:2026.01.29
厚壁焊接通常使用大规格焊枪(如水冷式宽摆幅焊枪)、附带送丝机构、跟踪传感器、清洁装置等,整体负载重。为保障在高负载下沿管道平稳、精确运行,本设备采用重型封闭式轨道,由高强度钢制成,抗弯曲和抗扭能力极强...
-
昆山博尔勒管焊机生产厂家
发布时间:2026.01.29
全自动化的第一步是“找到并瞄准”每一个待焊管孔。该设备通常搭载基于激光或视觉的智能寻位系统。焊接前,系统会快速扫描整个管板平面,通过图像处理算法识别出所有管孔的中心坐标,并与理论模型进行比对和补偿,消...
-
 山东暖气管管法兰专机价格
发布时间:2026.01.29
山东暖气管管法兰专机价格
发布时间:2026.01.29
该专机针对管道法兰全位置焊接的特殊工况,创新采用多特性脉冲TIG焊接技术。通过智能脉冲控制模块,能够根据平焊、立焊、仰焊等不同位置动态调节峰值电流、基值电流及脉冲频率,在平焊位置采用高频率脉冲实现熔深...
-
 青岛薄壁洁净管焊接机调试电流
发布时间:2026.01.28
青岛薄壁洁净管焊接机调试电流
发布时间:2026.01.28
在核设施内部、化工厂泄漏点、存在有毒气体的密闭空间等对人类健康构成直接威胁的环境中,人员无法进入或停留。本专机的遥操作版本为此而生。操作员在安全距离外的控制舱内,通过高带宽、低延迟的通信链路,远程操控...
-
广东全自动焊接机出租
发布时间:2026.01.28
套管的精细定位是保证焊接质量与结构强度的前提。该焊接机内置的液压或气动内胀式定位系统,由一组高精度同心卡爪构成。安装时,定位头深入套管内部,卡爪在控制下均匀径向膨胀,直至与套管内壁完全贴合并施加恒定的...
-
江苏排水管管法兰专机定做
发布时间:2026.01.28
厚壁压力容器焊接涉及数十甚至上百道焊道,手工规划费时费力且非比较好。本专机搭载的智能规划软件,基于三维CAD模型和焊接工艺规则库,实现焊道排布的自动生成与优化。用户输入坡口尺寸、焊接层数、焊道尺寸等基...
-
 青岛高空焊接机维修
发布时间:2026.01.28
青岛高空焊接机维修
发布时间:2026.01.28
对于需要填充焊丝的薄管焊接(如带间隙对接或角接),送丝的稳定性和与电弧的协同性至关重要。精微送丝系统采用四轮或双轮双驱动送丝机构,配合极细的焊丝(如Φ0.6mm、Φ0.8mm),送丝速度控制精度可达±...
-
 广州管三通管法兰专机企业
发布时间:2026.01.27
广州管三通管法兰专机企业
发布时间:2026.01.27
为了比较大限度地减少焊接主机的等待时间,提升单台设备的产能,管法兰专机常采用双工位或回转式多工位设计。在双工位配置中,两个单独的装夹工位并列或对置布置。当一个工位上的工件处于机器人焊接周期时,操作人员...
-
 浙江储罐管法兰专机厂家直销
发布时间:2026.01.27
浙江储罐管法兰专机厂家直销
发布时间:2026.01.27
对于厚板双面焊,在完成正面多道焊接后,需对背面进行清根处理,传统方法劳动强度大、质量不稳定。本专机将窄间隙焊与智能化清根融为一体。正面焊接采用窄间隙坡口和自适应摆动焊枪,减少填充量。焊接完成后,专机或...
-
浙江水管管法兰专机品牌
发布时间:2026.01.27
厚壁压力容器焊接涉及数十甚至上百道焊道,手工规划费时费力且非比较好。本专机搭载的智能规划软件,基于三维CAD模型和焊接工艺规则库,实现焊道排布的自动生成与优化。用户输入坡口尺寸、焊接层数、焊道尺寸等基...
-
 广州可自动填丝管板焊接机配件
发布时间:2026.01.27
广州可自动填丝管板焊接机配件
发布时间:2026.01.27
全自动化的第一步是“找到并瞄准”每一个待焊管孔。该设备通常搭载基于激光或视觉的智能寻位系统。焊接前,系统会快速扫描整个管板平面,通过图像处理算法识别出所有管孔的中心坐标,并与理论模型进行比对和补偿,消...
-
 深圳Boerler管板焊接机焊接电源
发布时间:2026.01.26
深圳Boerler管板焊接机焊接电源
发布时间:2026.01.26
深孔内部焊缝的质量直接关乎管板接头在高压、交变载荷下的长期服役性能。本设备通过多轴联动的精密运动控制,确保焊枪在深孔内进行焊接时,其行走速度、旋转角度与摆动幅度高度精确且恒定。程序化的摆动模式可以优化...