商机详情 -
集成式红外焊接切削设备哪家强
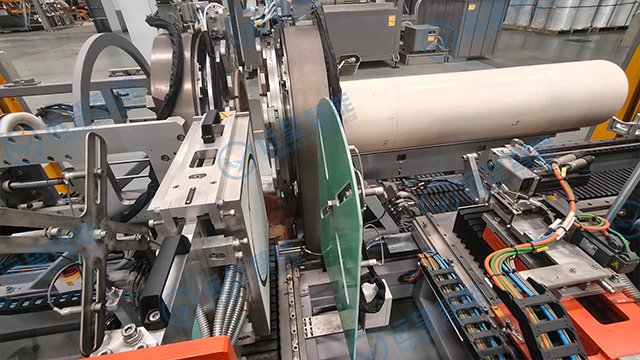
红外旋转焊接系统相比传统塑料焊接工艺,具有加热均匀、焊接速度快、焊缝质量稳定、无碎屑污染等优势,更适配 IV 型储氢瓶塑料内胆制造需求。传统热板焊接易出现热板污染、焊缝粘黏问题,摩擦焊接易产生碎屑与振动变形,而红外焊接非接触式加热,无污染、无振动,焊缝洁净平整,有效规避传统工艺缺陷。红外焊接设备结构相对简单,维护成本低,运行能耗少,相比激光焊接设备,性价比更高,更适合大规模工业化生产,助力 IV 型储氢瓶国产化降本增效。同时,红外焊接工艺成熟可靠,技术门槛适中,便于企业快速掌握与应用,缩短设备导入与工艺调试周期。瓶身校正后回弹量小,尺寸稳定性好保障后续缠绕质量。集成式红外焊接切削设备哪家强
红外旋转焊接系统具备良好的工艺扩展性,可通过升级红外灯管功率、优化控制程序,适配未来 IV 型储氢瓶塑料内胆新材料、新工艺的焊接需求。随着氢能技术发展,储氢瓶内胆材质不断迭代,对焊接工艺要求持续提升,设备预留硬件升级与软件优化空间,无需更换整机即可实现性能升级,保护客户投资。系统支持焊接工艺数据的开放对接,可与企业 MES、ERP 系统集成,实现工艺数据的数字化管理与智能化分析,助力企业工艺优化与生产管理升级。同时,系统可拓展远程诊断与运维功能,技术人员可远程协助客户排查故障、优化参数,提升设备运维效率,降低售后成本。非接触式红外焊接切削设备回收红外焊接非接触加热无碎屑,符合储氢瓶内胆高洁净度标准。

自动瓶身校正系统的检测精度高,采用高精度激光位移传感器,非接触式测量瓶身尺寸,测量精度高、重复性好,确保变形检测数据准确无误。传感器可实时采集瓶身周向多点位尺寸数据,多方面分析瓶身圆度、直线度、同轴度偏差,无检测盲区,避免局部变形漏检。检测数据实时传输至控制系统,快速生成变形分析报告,为校正提供精确数据支撑,确保校正策略科学合理。系统具备检测数据校准功能,可定期对传感器进行校准,消除长期使用带来的精度漂移,保障检测精度长期稳定。
伺服自动夹紧送料系统为红外焊接切削设备提供自动化上下料与精确定位支撑,采用伺服电机驱动,送料速度、定位精度与夹紧力均可精确调控,适配 IV 型储氢瓶塑料内胆圆柱形工件特性。系统配备柔性夹爪,夹爪表面采用防滑耐磨材质,既能保证夹紧稳固性,又能避免划伤内胆表面,夹紧行程可自适应不同直径内胆(350mm–550mm),无需人工调整夹具。送料过程采用直线导轨导向,运行平稳、定位误差小,确保工件精确送达焊接、铣削、校正各工位,实现各工序无缝衔接,提升产线自动化水平与生产效率,降低人工劳动强度与人为误差。铣削模块配备负压收集,实时清理碎屑保持工件洁净。

红外旋转焊接系统采用模块化设计,红外灯管组件、反射罩、温控模块等均可单独拆卸与更换,维护便捷,降低设备停机维护时间,提升设备稼动率。系统配备红外灯管状态监测功能,实时检测灯管亮度、温度与使用寿命,提前预警老化灯管,便于预防性更换,避免因灯管故障导致焊接质量波动。红外灯管采用高效节能设计,热辐射效率高、能耗低,相比传统加热方式,可降低设备运行能耗,符合绿色生产理念。系统支持焊接参数远程监控与调整,适配工业互联网远程运维需求,便于技术人员远程排查故障、优化工艺参数,提升设备运维效率,保障储氢瓶内胆焊接工序长期稳定运行。设备降低 IV 型储氢瓶内胆焊接缺陷,提升高压密封可靠性。多规格兼容红外焊接切削设备工厂直销
红外焊接参数可存储调用,保障不同批次内胆焊缝质量一致。集成式红外焊接切削设备哪家强
红外焊接切削设备适配 IV 型储氢瓶塑料内胆主流材质,包括高密度聚乙烯(HDPE)、聚酰胺(PA6)、聚乙烯醇(EVOH)等,可根据材质特性调整红外焊接参数,实现好的焊接效果。对于 HDPE 材质内胆,红外焊接温度控制在 200–300℃,加热时间 20–40 秒,确保材料充分熔融又不降解;对于 PA6 材质内胆,适当提高焊接温度与加热时间,保证焊缝熔接强度。设备材质适配范围广,可满足不同储氢瓶厂商的材质选择需求,助力企业灵活选用内胆材料,平衡产品性能与生产成本。同时,设备可适配不同壁厚内胆,从 3mm–8mm 的常规壁厚均可稳定加工,提升设备应用灵活性。集成式红外焊接切削设备哪家强