商机详情 -
大型红外焊接切削设备有哪些
IV 型储氢瓶塑料内胆焊接后易出现瓶身弯曲、圆度偏差等变形问题,直接影响碳纤维缠绕层厚度均匀性与高压使用安全性。红外焊接切削设备配备自动瓶身校正系统,焊接与铣削完成后,通过多点位支撑与自适应校正机构,对瓶身进行径向与轴向精度校正,实时检测瓶身圆度、直线度参数,动态调整校正力度,确保瓶身尺寸符合设计公差要求,减少后续工序返工率。该系统适配不同长度规格内胆,校正过程温和,避免强力校正导致的内胆裂纹或隐性损伤,保障塑料内胆在高压氢气环境下的长期稳定性与安全性。自动铣削碎屑过滤排放,符合环保生产要求无污染外泄。大型红外焊接切削设备有哪些

红外旋转焊接系统的能耗水平低,红外灯管采用高效节能型,热转换效率高,相比传统加热设备,可降低 30% 以上的能耗,符合绿色生产理念。系统具备待机节能模式,设备暂停生产时自动降低红外灯管功率或关闭部分灯管,减少待机能耗;焊接过程中,根据工件尺寸与焊接需求,动态调节灯管功率,避免能源浪费。设备整体能耗低,长时间运行电费支出可控,降低企业生产成本,同时减少碳排放,助力企业实现绿色制造与可持续发展目标。低能耗设计适配氢能产业绿色低碳发展趋势,提升企业环保形象与市场竞争力。集成式红外焊接切削设备有哪些设备可无缝融入储氢瓶生产线,实现工序集成与协同生产。

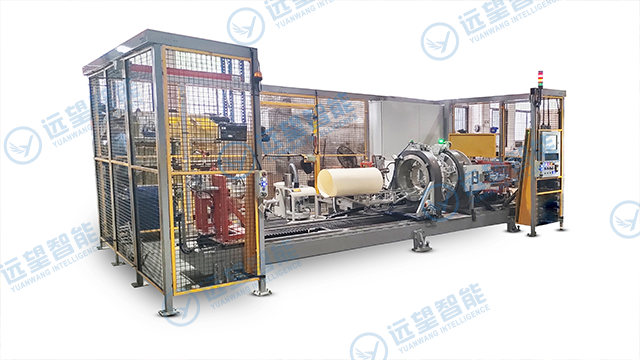
针对 IV 型储氢瓶塑料内胆分段式成型特点,红外焊接切削设备集成红外旋转焊接与切削功能,一站式完成内胆焊接、毛边去除与瓶身校正全流程。红外旋转焊接系统采用多组红外灯管环形排布,对内胆封头与筒节对接处进行周向均匀加热,焊接过程中工件匀速旋转,确保焊缝熔深一致、成型连续,避免局部虚焊或过熔问题,适配 HDPE、PA6 等多种热塑性塑料内胆材质。伺服自动夹紧送料系统具备柔性夹持能力,可自适应不同直径内胆工件,夹紧力实时可调,防止工件变形或划伤,保障焊接过程中工件定位精度,为高压储氢瓶内胆密封性能筑牢基础。
IV 型储氢瓶塑料内胆作为直接接触高压氢气的密封部件,其焊缝强度与密封性直接决定储氢瓶使用安全性,红外焊接切削设备通过红外旋转焊接技术,从工艺源头保障焊缝质量。红外旋转焊接过程中,内胆封头与筒节对接面在红外辐射作用下均匀熔融,工件旋转使焊缝形成连续致密的熔接层,焊缝拉伸强度接近母材强度,有效抵御高压氢气渗透,降低泄漏风险。焊接参数可精确存储与调用,确保不同批次产品焊缝质量一致性,配合后续自动铣削与瓶身校正,进一步消除焊接缺陷与变形,为 IV 型储氢瓶提供高可靠性塑料内胆,助力氢燃料电池汽车安全运营。校正系统内置多规格配方,一键调用快速切换生产型号。
红外焊接切削设备适配 IV 型储氢瓶塑料内胆主流材质,包括高密度聚乙烯(HDPE)、聚酰胺(PA6)、聚乙烯醇(EVOH)等,可根据材质特性调整红外焊接参数,实现好的焊接效果。对于 HDPE 材质内胆,红外焊接温度控制在 200–300℃,加热时间 20–40 秒,确保材料充分熔融又不降解;对于 PA6 材质内胆,适当提高焊接温度与加热时间,保证焊缝熔接强度。设备材质适配范围广,可满足不同储氢瓶厂商的材质选择需求,助力企业灵活选用内胆材料,平衡产品性能与生产成本。同时,设备可适配不同壁厚内胆,从 3mm–8mm 的常规壁厚均可稳定加工,提升设备应用灵活性。伺服自动夹紧送料系统,实现内胆工件自动化定位与输送。高效节能红外焊接切削设备多少钱
伺服夹紧力闭环控制,实时调节适配不同壁厚内胆工件。大型红外焊接切削设备有哪些
自动瓶身校正系统的校正精度高,可有效改善 IV 型储氢瓶塑料内胆焊接后的圆度、直线度、同轴度偏差,校正后各项尺寸参数均符合设计标准。系统具备变形趋势预判功能,通过实时采集的变形数据,预判瓶身回弹趋势,提前调整校正策略,减少校正后回弹量,提升校正稳定性。校正过程温和可控,避免强力校正导致的内胆内部应力集中,保障内胆材质原有力学性能,防止后续使用中出现裂纹或变形。系统支持校正参数的自定义设置,可根据不同材质、长度的内胆,调整校正力度与行程,适配多种工况需求,提升设备通用性。大型红外焊接切削设备有哪些