商机详情 -
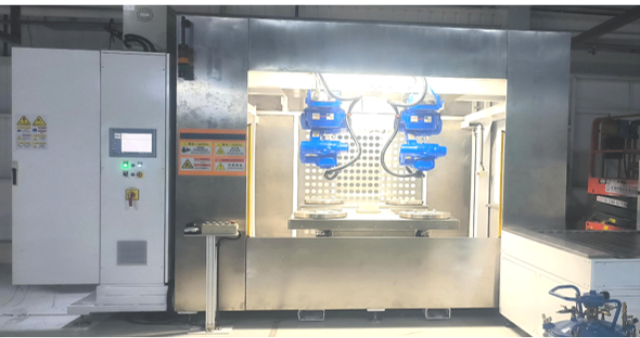
双工位喷胶设备
涂胶设备的胶水称重精密计量系统在多品种小批量生产中的适配性优化,有效解决了频繁换型时的胶量参数切换问题。系统内置 “配方管理模块”,可存储 200 组不同内饰件的喷胶配方,每组配方包含工件名称、喷胶量(如 12g / 件)、供胶泵转速(如 1500rpm)、喷胶速度(如 600mm/s)等参数。换型时,操作人员通过扫码枪扫描工件上的二维码,系统自动识别工件类型并调用对应配方,无需手动输入参数,换型时间从 15 分钟缩短至 1 分钟。针对小批量定制化内饰件(如限量版车型的专属门板),系统支持 “快速配方创建” 功能:通过人机界面输入工件尺寸、胶层厚度(如 0.1mm)、胶水密度(如 1.1g/cm³),系统自动计算所需喷胶量(喷胶量 = 工件粘接面积 × 胶层厚度 × 胶水密度),并生成临时配方,试喷 3 件后根据称重反馈微调(如试喷量 10.5g,目标 10g,自动下调供胶泵转速 5%),快速实现批量生产。涂胶设备恒温烤箱定时范围广,适配不同胶水在皮革喷胶后的固化需求。双工位喷胶设备

涂胶设备针对汽车内饰透光塑料件(如 PC 材质的氛围灯灯罩)的喷胶工艺优化,重点解决了胶层影响透光率的问题。转台式双工位的固定机构采用 “透明吸盘 + 边缘定位” 方式:使用透明硅胶吸盘(直径 15mm)在灯罩的非透光边缘区域吸附固定,避免遮挡透光区域;同时通过 2 个光学定位销(与灯罩的定位孔配合),确保灯罩的中心轴线偏差≤0.03mm,保证后续喷胶路径与透光区域的准确避让。双机器人喷胶时采用 “极窄喷幅 + 准确路径” 策略:喷幅调至 15°,机器人以 500mm/s 低速沿灯罩的粘接边缘(距离透光区域 2mm 处)喷胶,胶线宽度控制在 1.5-2mm,完全避开透光区域,避免胶水溢出影响透光率。胶水选用高透明 PUR 热熔胶(透光率 90% 以上),雾化颗粒调至 50-100μm,形成薄而透明的胶层(厚度 0.05-0.08mm),即使少量胶水不慎靠近透光区域,也不会明显影响透光效果。恒温烤箱采用 50℃、60 秒的低温快速干燥,避免高温导致塑料件透光率下降(透光率保留率达 98% 以上)。经该设备处理的透光塑料件,喷胶后透光率达 88%(未喷胶时 90%),完全满足汽车氛围灯灯罩的透光要求,同时粘接强度达 1.5N/mm,确保长期使用不脱落。皮革喷胶设备订做价格汽车内饰涂胶设备的胶水清洗系统,清洁后管路无残留,保障下次喷胶质量。
涂胶设备的防爆除尘预警系统在胶水泄漏故障中的应急处理机制,有效防止了泄漏导致的安全事故与环境污染。系统配备胶水泄漏传感器(如电容式液位传感器,检测精度 ±0.1mm),安装在胶水储罐、供胶管路的接头处,实时监测是否有胶水泄漏。当检测到泄漏时(如管路接头泄漏量达 0.5ml),系统立即触发以下应急措施:1. 切断胶水供应泵电源,停止胶水输送;2. 启动泄漏区域的负压吸胶装置(吸力 - 0.09MPa),快速收集泄漏的胶水,避免扩散;3. 触发声光报警(红色警示灯 + 100dB 蜂鸣),并在人机界面显示泄漏位置(如 “供胶管路接头 1 泄漏”);4. 向操作人员手机推送泄漏报警信息,包含泄漏位置、预估泄漏量。针对溶剂型胶水泄漏,系统还会启动泄漏区域的防爆排风扇(局部风速 3m/s),加速溶剂蒸汽扩散,降低可燃气体浓度。应急处理机制启动后,泄漏胶水的收集率达 95% 以上,避免了胶水泄漏导致的地面污染(污染面积≤100cm²)与安全风险(如溶剂蒸汽浓度超标)。通过应急处理机制,胶水泄漏故障的处理时间从 30 分钟缩短至 10 分钟,泄漏导致的生产中断损失减少 70%。
涂胶设备针对汽车内饰碳纤维复合材料件(如轻量化中控面板)的喷胶工艺优化,解决了复合材料表面惰性导致的胶层附着力难题。碳纤维复合材料表面光滑且化学惰性强,传统喷胶易出现胶层脱落(剥离强度只0.8N/mm),设备在转台式双工位上料环节增设 “等离子体活化 + 硅烷偶联剂预处理” 双模块:先通过高频等离子体(功率 800W,处理时间 5 秒)在复合材料表面刻蚀微小沟槽(表面粗糙度 Ra 从 0.1μm 提升至 0.6μm),再通过微型喷雾器均匀喷涂硅烷偶联剂(浓度 2%,喷涂量 0.5g/㎡),增强胶水与复合材料的化学结合力。双机器人喷胶时采用 “低压力 + 多层薄涂” 策略:喷枪压力控制在 0.3-0.4MPa,避免高压损伤复合材料纤维结构;分 3 层喷胶(每层厚度 0.05mm),每层间隔 3 秒,确保胶层充分渗透至活化后的表面沟槽。胶水选用改性 PUR 热熔胶(含碳纤维相容基团),雾化颗粒调至 80-120μm,兼顾渗透力与胶层均匀性。恒温烤箱设定 65℃、70 秒干燥参数,避免高温导致复合材料热变形(变形量≤0.03mm)。经优化后,碳纤维复合材料件的胶层剥离强度提升至 1.6N/mm,满足汽车轻量化内饰的粘接强度要求,且在 150℃高温老化测试后,强度保留率达 85% 以上。涂胶设备雾化颗粒 50-200μm,可根据布料材质调整,优化包覆前喷胶质量。

涂胶设备的恒温定时流水线烤箱,是确保汽车内饰喷胶后胶层达到合适粘接状态的关键环节。烤箱采用隧道式结构,与转台式双工位通过输送带无缝衔接,输送速度可在 0.5-2m/min 范围内调节,与喷胶节拍准确匹配。烤箱内部采用不锈钢加热管与热风循环系统,温度控制范围 50-80℃,温控精度 ±2℃,可根据不同内饰材料的胶层干燥需求设定参数,防止布料高温收缩;塑料件喷胶后需中温快速干燥(70℃,60 秒),加速胶水初固。烤箱内设置 8 个温度传感器(均匀分布于上下左右四个区域),实时监测各区域温度,若某区域温度偏差超 ±3℃,热风循环系统自动调整对应区域的风机转速与加热管功率,确保烤箱内温度场均匀(温差≤2℃),避免因局部过热导致的胶层碳化或局部欠温导致的干燥不充分。涂胶设备的胶水清洗系统,避免汽车布料包覆前喷胶时胶水交叉污染。双工位喷胶设备
汽车内饰涂胶设备转台式双工位,支持快速切换塑料、布料喷胶模式。双工位喷胶设备
涂胶设备的双机器人喷胶系统在喷胶过程中的碰撞防护机制,避免了机器人与工件、设备之间的碰撞损伤。系统采用 “虚拟边界 + 实时监测” 双重防护:在 RobotStudio 离线编程时,为每个机器人设定虚拟工作边界,若编程路径超出边界,软件立即提示并禁止下载程序;喷胶时,机器人控制器实时监测各轴的电流与位置,若某轴电流突然增大(如碰撞时电流超额定值 150%)或位置偏差超 ±0.5mm,立即触发急停(响应时间≤0.01 秒),同时机器人手臂自动回退 5mm,避免持续碰撞。机器人末端还安装有碰撞传感器(检测力范围 0-500N,精度 ±1N),当喷枪与工件或设备发生轻微碰撞(碰撞力≥50N)时,传感器立即发送信号至控制器,触发急停。针对双机器人协同作业的碰撞风险,系统采用 “动态干涉检查” 算法:实时计算两台机器人的位置坐标,若两者距离小于安全阈值(30mm),自动降低其中一台机器人的速度(从 1000mm/s 降至 500mm/s),直至距离恢复至安全范围。通过碰撞防护机制,机器人碰撞事故率从 5% 降至 0.1% 以下,单次碰撞的维修成本从数万元降至零,设备的平均无故障工作时间(MTBF)提升至 3000 小时以上。双工位喷胶设备