商机详情 -
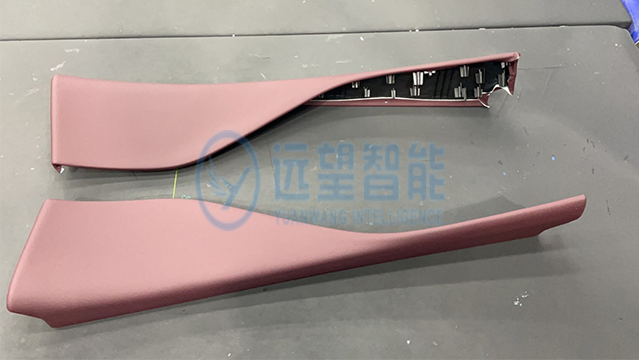
门板包覆材料
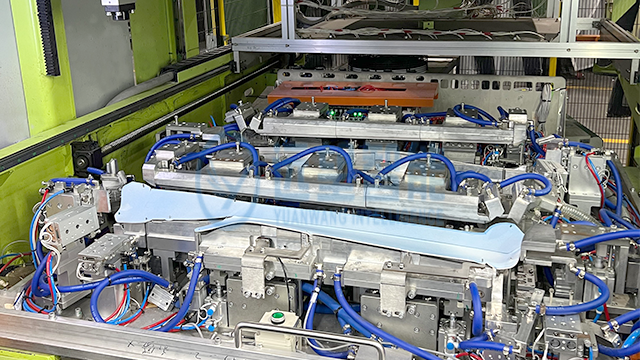
推边机构由16组单独控制的伺服推块组成,每组推块推力可在50-300N范围内精确调节,推边行程可至50mm,动作精度±0.1mm,能够适应各种复杂门板轮廓的包边需求。推边顺序采用可编程控制技术,根据门板轮廓特点,可自由编排至多32步动作序列,依次完成直线边、曲线边和角部的翻边动作,确保包边过程有序进行。底模与推块内部均集成循环水冷通道,冷却水流量为15L/min,水温控制在10-25℃之间,可在推边完成后3秒内将包边区域温度降至50℃以下。冷水循环系统采用单独的温控机组,制冷量10kW,能够根据生产节拍自动调节冷却强度。推块表面喷涂特氟龙涂层,摩擦系数小于0.2,防止推边时划伤表皮,同时便于清理残留胶水。这种主动冷却方式加速胶水凝固,防止翻边回弹,确保包边线条清晰、平整持久。可灵活切换生产前门上饰板与前门中饰板,无需频繁更换工装,提升效率。门板包覆材料
门板包覆
深圳市远望工业自动化设备有限公司具备强大的非标定制开发能力,可根据客户的特殊需求进行设备定制化改造。公司已完成超过50项定制化项目,积累了丰富的非标设计经验,典型的定制项目包括:增加自动上料机构(实现骨架和表皮的自动输送)、集成视觉检测系统(实现在线质量监控和缺陷自动剔除)、扩展工装布局(一出三或一出四工位)、增加机器人自动下料和码垛、集成产品打标系统等。定制化开发周期一般为4-8周,公司研发团队与客户紧密配合,确保定制功能与客户生产工艺完美融合。这种灵活定制能力,使设备能够适应不同客户、不同产品的特殊需求,为客户创造更大价值。沈阳门板包覆设备供应商底模与推块配备冷水循环系统,加速胶水凝固,提升门板包覆效率与牢固度。
设备的气动系统采用多项节能设计,有效降低了压缩空气消耗,减少运行成本。气缸动作采用快速排气阀,将气缸排气直接排入大气,减少了背压阻力,同时降低了压缩空气用量。气动回路采用差动连接方式,在气缸伸出时利用活塞两侧面积差,减少耗气量约30%。在设备待机超过30秒时,系统自动切断非必要的气路供气,待机功耗降至满负荷的15%。实测数据显示,设备平均耗气量约0.8m³/min,相比传统设计(约1.2m³/min)节能33%。按三班制、年工作300天、电价0.8元/kWh计算,每年可为客户节省压缩空气电费约1.2万元,同时减少了空压机的运行负荷和维护成本。
关键覆合动作由高精度伺服合模系统完成,系统采用双伺服电机同步驱动,单电机额定功率5.5kW,合模力可达150kN,能够满足各种厚度和刚性骨架的压合需求。合模速度可在5-80mm/s范围内无级调节,位置控制精度达到±0.1mm,确保上下模在校核时机平稳闭合。合模过程采用优化的三段式速度控制策略:快速接近阶段以80mm/s速度缩短空行程,节省时间;减速缓冲阶段以20mm/s速度缓慢接触工件,避免冲击;保压固化阶段以设定压力保持8-15秒,使胶水在均匀压力下充分扩散浸润。伺服系统配备绝对值编码器,断电后无需回零操作,位置信息自动保存。这种精细化的合模控制,有效杜绝了溢胶、气泡等缺陷,实现了骨架与表皮的完美覆合。伺服加热平台移动平稳,加热范围均匀,催化胶水效果稳定一致。
深圳市远望工业自动化设备有限公司的研发团队拥有丰富的工艺开发经验,可协助客户进行新产品工艺验证和参数优化。公司配备了专门的工艺实验室,拥有各类表皮材料样品库和胶粘剂数据库,可在设备交付前为客户进行小批量试生产,验证工艺可行性并优化参数。目前已成功为30多个车型门板产品提供了工艺验证服务,积累了500多组成熟工艺参数,覆盖了主流车型门板的各种材料和结构。新客户只需提供产品样品,研发团队即可快速匹配或开发出合适的工艺参数,大幅度缩短了客户的工艺开发周期,降低了试错成本,帮助客户更快地将产品推向市场。伺服加热移动平台响应迅速,加热效率高,缩短生产节拍。节能环保门板包覆设备哪个好
合模后保压时间可调节,进一步提升表皮与骨架的结合牢固度。门板包覆材料
设备的人机界面系统基于西门子SIMATIC HMI平台开发,配备12英寸高亮触摸屏,分辨率1280×800,即使在强光环境下也能清晰显示。主界面采用模块化设计,集成9大功能模块:实时画面监控、工艺参数设置、滑块分布图、胎膜配置、状态监控、配方管理、维护保养、报警记录、系统设置,操作人员可一键直达所需功能。界面响应时间小于0.5秒,操作层级不超过3级,确保操作人员能够快速、直观地完成各项操作。系统还内置了在线帮助功能,对每个操作界面和参数都有详细的文字说明,降低了误操作风险。即使是初次接触设备的操作人员,经过简短培训即可熟练使用,大幅缩短了上岗培训周期。门板包覆材料