商机详情 -
江苏门板包覆设备价格
设备在处理非对称门板时,其合模系统的压力均衡技术发挥了关键作用,确保即使门板形状复杂、刚性不均,也能获得均匀的压合力。系统采用四角单独的压力传感器实时监测合模压力分布,采样频率100Hz,精度±0.5%。当发现四个角的压力偏差超过5%时,伺服控制系统自动调整各伺服电机的输出扭矩,使合模压力重新分布均匀。这种主动压力均衡技术,有效解决了非对称工件因刚性分布不均导致的局部压力不足或过大的问题,消除了局部气泡和脱胶风险。压力均衡过程在合模后0.5秒内完成,不会影响生产节拍,确保了每一件产品都能获得较好的压合效果。推边机构可根据门板尺寸灵活调节,适配不同车型门板的包边需求。江苏门板包覆设备价格
门板包覆
设备的能耗数据经过实测,在满负荷生产条件下(24小时连续运行,节拍65秒),整机总装机功率为45kW,实际运行平均功率为18.5kW,单件产品能耗约0.62kWh。能耗构成分析如下:加热系统占比约45%,伺服驱动系统25%,真空系统15%,气动及控制系统10%,冷却系统5%。相比传统热风加热型包覆设备(单件能耗约1.2kWh),本设备节能效果明显,单件节能约0.58kWh。按三班制、年工作300天计算,单台设备每年可为客户节省电费约8万元。这种低能耗设计不*降低了客户运营成本,也符合现代制造业绿色环保的发展趋势。高精度门板包覆设备厂家推边机构动作流畅,翻边到位整齐,提升门板边缘包覆美观度与牢固性。
伺服合模系统采用绝对值编码器伺服电机,无需在断电后进行回零操作,设备重启后位置信息自动保存,提高了使用的便捷性和安全性。电机额定转速3000rpm,配备高精度行星减速机,减速比10:1,输出扭矩可达200Nm,能够提供充足且稳定的合模力。合模机构采用四柱导向结构,导向柱直径60mm,采用强度高的合金钢材料制造,表面经过镀硬铬处理,硬度达到HRC60以上,耐磨性优异。导向套内嵌自润滑铜套,内含固体润滑剂,摩擦系数小于0.1,无需额外润滑,确保合模过程平稳顺畅。导向柱与导向套的配合间隙经过精密设计,既保证了运动的灵活性,又确保了合模的重复定位精度,使用寿命超过100万次。
设备内置生产数据统计功能,自动记录并显示累计产量、当日产量、合格品数量、不合格品数量、一次合格率等关键生产指标,为生产管理提供客观数据依据。同时,系统分别记录上下层加热平台的单次加热时间、累计加热时间、运行周期数等能耗相关数据,便于分析设备运行效率。所有统计数据可按日、周、月、年自动生成统计报表,并以柱状图、折线图等可视化形式呈现,直观展示生产趋势。报表支持U盘导出或通过以太网接口上传至MES系统,方便管理人员进行数据分析和生产决策。这种精细化的数据管理功能,帮助客户实现生产过程的透明化和数字化管理。兼容不同材质表皮包覆,灵活适配布料、皮革等多种门板表皮材料。
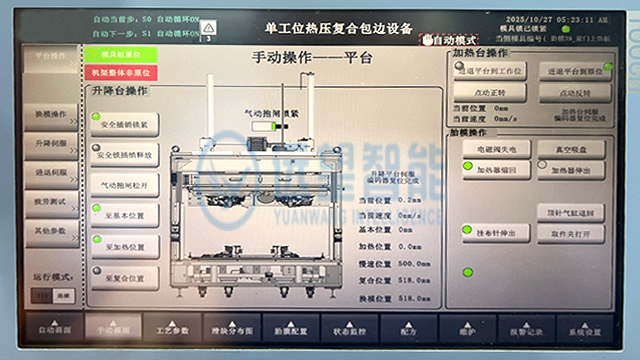
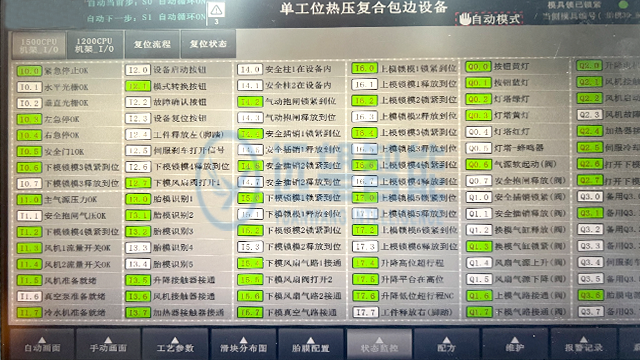
设备的人机界面系统基于西门子SIMATIC HMI平台开发,配备12英寸高亮触摸屏,分辨率1280×800,即使在强光环境下也能清晰显示。主界面采用模块化设计,集成9大功能模块:实时画面监控、工艺参数设置、滑块分布图、胎膜配置、状态监控、配方管理、维护保养、报警记录、系统设置,操作人员可一键直达所需功能。界面响应时间小于0.5秒,操作层级不超过3级,确保操作人员能够快速、直观地完成各项操作。系统还内置了在线帮助功能,对每个操作界面和参数都有详细的文字说明,降低了误操作风险。即使是初次接触设备的操作人员,经过简短培训即可熟练使用,大幅缩短了上岗培训周期。伺服加热平台移动平稳,加热范围均匀,催化胶水效果稳定一致。沈阳门板包覆厂家
红外管加热精确可控,避免骨架与表皮过热损伤,保障包覆产品完好性。江苏门板包覆设备价格
设备支持多种表皮材料的包覆工艺,包括真皮、人造革(PVC/PU)、织物面料以及超纤等新型内饰材料,表皮厚度适用范围为0.8mm-3.5mm。针对不同材料的物理特性,设备可灵活调整工艺参数:真皮包覆时因材料延展性好但耐温性有限,加热温度通常设定为90-110℃,合模压力80-100kN;人造革包覆时加热温度80-100℃,合模压力60-80kN;织物面料因热敏感性较高,加热温度控制在60-80℃,合模压力50-70kN。系统内置了针对常用材料的推荐参数库,工艺人员可根据实际材料特性在此基础上微调。这种材料适应性,使设备能够满足从经济型车型到豪华车型不同内饰配置的生产要求,为客户承接多样化订单提供了技术保障。江苏门板包覆设备价格