商机详情 -
沈阳门板包覆设备种类
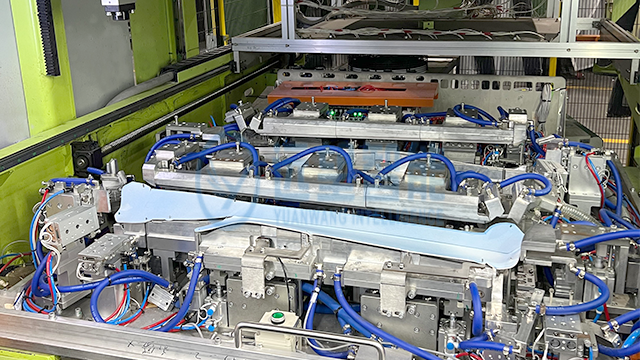
关键覆合动作由高精度伺服合模系统完成,系统采用双伺服电机同步驱动,单电机额定功率5.5kW,合模力可达150kN,能够满足各种厚度和刚性骨架的压合需求。合模速度可在5-80mm/s范围内无级调节,位置控制精度达到±0.1mm,确保上下模在校核时机平稳闭合。合模过程采用优化的三段式速度控制策略:快速接近阶段以80mm/s速度缩短空行程,节省时间;减速缓冲阶段以20mm/s速度缓慢接触工件,避免冲击;保压固化阶段以设定压力保持8-15秒,使胶水在均匀压力下充分扩散浸润。伺服系统配备绝对值编码器,断电后无需回零操作,位置信息自动保存。这种精细化的合模控制,有效杜绝了溢胶、气泡等缺陷,实现了骨架与表皮的完美覆合。65秒/2件极速节拍,满足汽车门板规模化量产的高效生产需求。沈阳门板包覆设备种类
门板包覆
设备的电气控制系统采用分布式I/O架构,主PLC通过Profinet工业以太网总线连接5个远程I/O模块,分别布置在加热区、合模区、推边区、气动柜和操作台附近。总线通讯速率100Mbps,循环时间1ms,保证了控制系统的高速响应和实时性。分布式I/O设计明显减少了电缆布线长度,整机电缆总长比集中式布局减少约40%,降低了故障点和维护难度。每个远程I/O模块均采用IP67防护等级,可直接安装在设备本体上,无需额外防护箱。模块化设计使系统扩展方便,如需增加传感器或执行器,只需在就近的远程I/O模块上添加即可,无需重新布线,便于未来功能升级。小型门板包覆设备制造定位系统采用伺服驱动,定位精度高,确保每一件门板包覆品质一致。

设备配备伺服控制的加热移动平台,平台有效行程为1800mm×800mm,移动速度可在50-300mm/s范围内由伺服系统精确调节,确保加热过程的均匀性和可重复性。平台搭载12组大功率红外加热管,单管功率2.5kW,总加热功率达到30kW,加热温度控制范围为室温至220℃,控温精度±3℃。红外加热技术具有热效率高、升温迅速且热量穿透力强的特点,可在15秒内将骨架与表皮表面均匀加热至胶水活化温度窗口。加热管采用短波红外技术,波长集中在2.0-3.5μm区间,与大多数结构胶的吸收峰高度匹配,热效率高达85%以上。伺服控制系统实时监测加热平台的位置和温度,并根据预设的温度曲线动态调整输出功率,确保胶水在较好的粘流状态下完成覆合。
设备在包覆过程中对于胶水溢出现象有良好的控制能力,通过多重技术手段将溢胶量控制在0.5mm以内,确保产品外观洁净。首先,通过精确控制合模压力(±5kN)和胶水活化温度(±3℃),确保胶水在较好状态下完成粘接,不会因压力过大或温度过高导致胶水过度溢出。其次,模具分型面设计有0.3mm深的溢胶槽,可容纳多余的胶水,防止胶水溢出到表皮外观面。溢胶槽采用浅V形设计,便于胶水流动和储存。这种防溢胶设计使产品下线后无需进行二次清理,可直接进入总装线,节省了人工修边成本,同时避免了修边过程中可能对表皮造成的划伤风险。冷水循环系统水质可过滤,避免管路堵塞,保障设备长期稳定运行。
设备的能耗数据经过实测,在满负荷生产条件下(24小时连续运行,节拍65秒),整机总装机功率为45kW,实际运行平均功率为18.5kW,单件产品能耗约0.62kWh。能耗构成分析如下:加热系统占比约45%,伺服驱动系统25%,真空系统15%,气动及控制系统10%,冷却系统5%。相比传统热风加热型包覆设备(单件能耗约1.2kWh),本设备节能效果明显,单件节能约0.58kWh。按三班制、年工作300天计算,单台设备每年可为客户节省电费约8万元。这种低能耗设计不*降低了客户运营成本,也符合现代制造业绿色环保的发展趋势。伺服加热平台移动平稳,加热范围均匀,催化胶水效果稳定一致。苏州门板包覆设备欢迎选购
65秒/2件极速节拍,工装一出二布局,可同时包覆两件门板,量产效率突出。沈阳门板包覆设备种类
设备在处理非对称门板时,其合模系统的压力均衡技术发挥了关键作用,确保即使门板形状复杂、刚性不均,也能获得均匀的压合力。系统采用四角单独的压力传感器实时监测合模压力分布,采样频率100Hz,精度±0.5%。当发现四个角的压力偏差超过5%时,伺服控制系统自动调整各伺服电机的输出扭矩,使合模压力重新分布均匀。这种主动压力均衡技术,有效解决了非对称工件因刚性分布不均导致的局部压力不足或过大的问题,消除了局部气泡和脱胶风险。压力均衡过程在合模后0.5秒内完成,不会影响生产节拍,确保了每一件产品都能获得较好的压合效果。沈阳门板包覆设备种类